Paket servis tezgâhında kutuyu tek tek bantlamaya vakit yoktur: kasiyer kutuyu eline alır, tabanı bir hareketle bastırır ve kutu kendi kendine kilitlenir. Bu hızı veren şey ambalajın grafiği değil, oto-kilit tabanın dil ve pilyaj geometrisidir. Gıda ambalaj kesim kalıbı tasarlanırken kilit dilinin formu, pilyaj payları ve yağ bariyerli kartonun davranışı birlikte planlanır. Bu rehber bu üç kararı somut ölçülerle açıklıyor.
Gıda kutusu hızlı kurulmalı
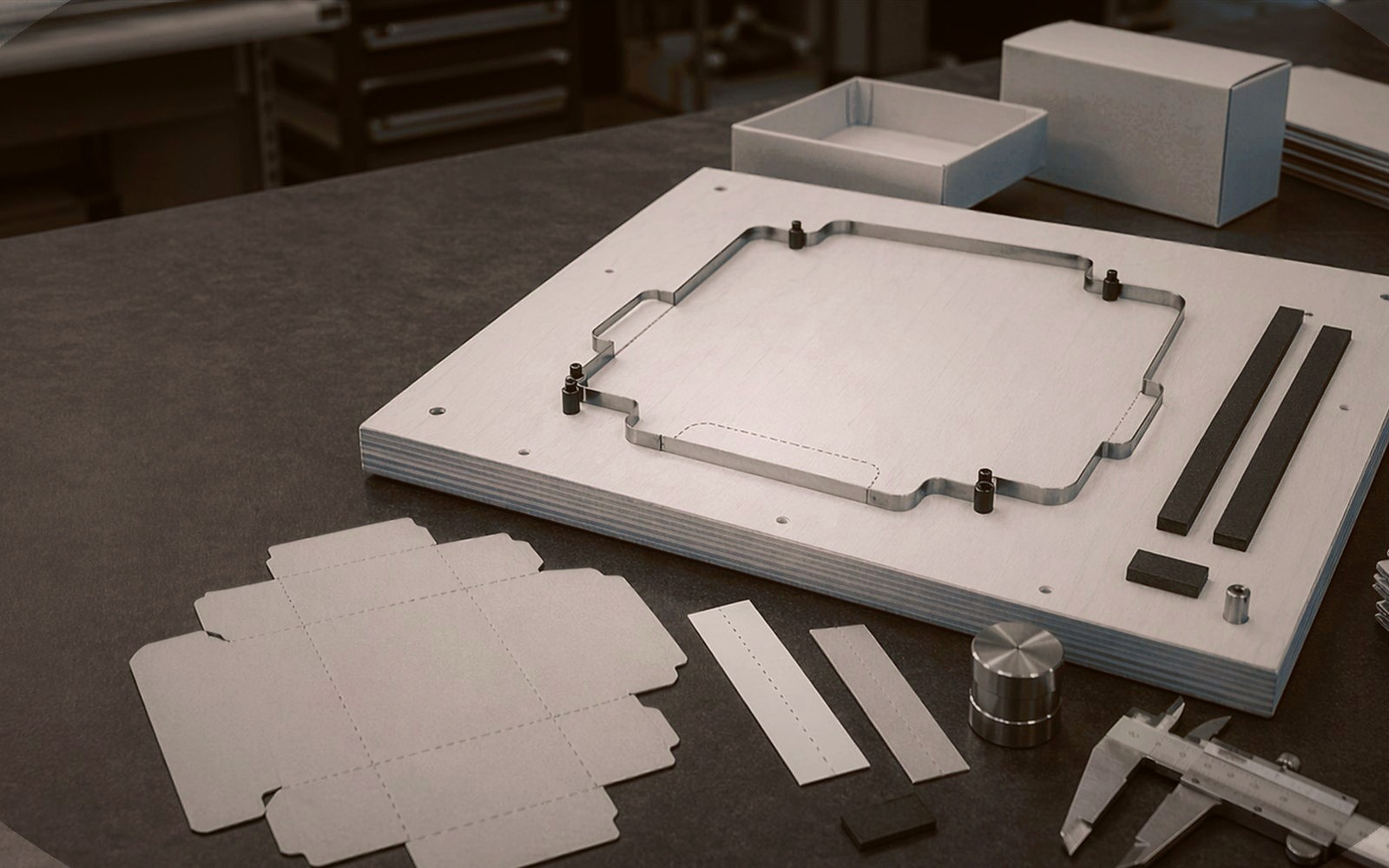
Hamburger, lahmacun, börek veya tatlı kutusu çoğu zaman düz tabaka (flat-pack) halinde stoklanır ve servis anında kurulur. Klasik tutkallı taban bu noktada yetersiz kalır: yapıştırıcının kuruması beklenemez, tezgâhta tutkal yoktur. Oto-kilit (crash-lock veya snap-lock) tabanda dört taban kanadı birbirine geçerek kutuyu bastırma anında kilitler; kasiyer tek hareketle kutuyu hazır hale getirir.
Bu davranış kalıpta başlar. Taban kanatlarının kesim formu, kilit dilinin girip oturacağı boşluk ve pilyaj çizgilerinin yeri kutunun «klik» ile kapanıp kapanmayacağını belirler. Grafik tasarım ne kadar iyi olursa olsun, dil geometrisi yanlışsa kutu ya açılır ya da kapanmaz.
- Flat-pack stok + tezgâhta hızlı kurulum gıda kutusunun temel beklentisidir.
- Oto-kilit taban tutkal beklemeden bastırma anında kilitlenir.
- Kilit davranışı kalıptaki dil, boşluk ve pilyaj geometrisinden gelir.
Kilit dili ve pilyaj dengesi
Crash-lock tabanda iki karşılıklı kanat üzerindeki kilit dilleri, diğer iki kanadın altından geçip yerine oturur. Dilin genişliği, omuz açısı ve giriş radyusu kilidin ne kadar sıkı tutacağını belirler. Çok dar veya keskin köşeli dil kullanımda yırtılır; çok geniş dil ise kanattan geçemez ve kutu kapanmaz. Pratikte dil omzuna 1,5–2 mm geri çekme (geri pay) verilir ki dil rahat girsin ama gevşek durmasın.
Pilyaj payları da kilitle birlikte düşünülür. Taban kanatlarının pilyaj çizgileri kartonun kalınlığını telafi edecek şekilde konumlanır: 350 g kuşe kartonda pilyaj payı 300 g’a göre biraz daha geniş tutulur, aksi halde kanat dik katlanmaz ve dil yanlış açıyla gelir. Kesim ile pilyajın aynı kalıpta dengeli kurulması, kilidin her kutuda aynı «klik» hissini vermesini sağlar.
- Dil genişliği, omuz açısı ve giriş radyusu kilidin tutuş gücünü belirler.
- Dil omzunda 1,5–2 mm geri pay sıkı ama takılmayan kilit verir.
- Pilyaj payı karton gramajına göre ayarlanır; kanat dik katlanmazsa dil oturmaz.
Yağ bariyerli ve kuşe karton davranışı
Gıda kutularının çoğu yağ ve nem bariyeri için kaplı kartondan üretilir: tek yüz veya çift yüz kuşe, PE laminasyon ya da su bazlı bariyer kaplama. Bu kaplama pilyaj ve kesimde kartondan farklı davranır. Kaplı yüzeyde pilyaj çizgisi yanlış kanaldan geçerse yüzey çatlar ve çatlaktan yağ sızar; bu yüzden pilyaj kanalı genişliği kaplı kartonda biraz daha cömert seçilir ve pilyaj bıçağı sırtı keskin değil yuvarlatılmış olur.
Kesimde de kaplama önemlidir: PE laminasyonlu kartonda bıçak ağzı temiz kesmezse kenarda lif çekme veya kaplama sıyrılması olur, bu da gıdayla temas eden kenarda hijyen sorunu yaratır. Bıçak yüksekliği ve ağız açısı kaplama kalınlığına göre seçilir; gerekiyorsa kaplı yüzde temiz kenar için numune üzerinde kesim derinliği denenir.
- Kaplı kartonda pilyaj kanalı daha geniş, pilyaj sırtı yuvarlatılmış seçilir.
- Yanlış pilyaj kaplamayı çatlatır; çatlaktan yağ ve nem sızar.
- PE laminasyonlu kartonda temiz kesim için bıçak ağzı ve yükseklik numuneyle doğrulanır.
Tabla, poza ve fire
Gıda kutuları genellikle yüksek adetli işlerdir; bu yüzden tek poza yerine tablaya birden fazla kutu yerleştirilir. Açınım formuna göre kutular iç içe geçecek şekilde (nesting) dizilir; oto-kilit tabanın çıkıntılı kanatları komşu kutunun boşluğuna oturtulursa tabakadan daha çok kutu çıkar ve fire düşer. Poza sayısı baskı makinesinin tabla ölçüsüne ve kullanılan tabaka boyutuna göre belirlenir.
Tabla planı yapılırken bıçaklar arası köprü payı, stripping (atık ayırma) erişimi ve makinenin maksimum kesim alanı birlikte değerlendirilir. İyi bir poza yerleşimi hem kâğıt firesini düşürür hem de stripping kalıbının atık parçaları temiz almasını sağlar; kötü yerleşim ise hem malzeme kaybı hem de tezgâhta tıkanma demektir.
- Açınım nesting ile dizildiğinde tabakadan çıkan kutu sayısı artar, fire düşer.
- Poza sayısı baskı makinesi tabla ölçüsü ve tabaka boyutuna göre seçilir.
- Köprü payı, stripping erişimi ve maksimum kesim alanı birlikte planlanır.
Teklif için birlikte netleşen bilgiler
Dosya, malzeme, adet ve teslim beklentisi birlikte netleştiğinde teklif görüşmesi daha sakin ve hızlı ilerler.
- Güncel revizyon dosyası veya kutu numunesi
- Karton türü, gramajı, kaplaması ve adet bilgisi
- Kritik ölçü, kilit tipi veya özel üretim notu
- Teslim beklentisi ve sevk tercihi