İyi bir matbaa bıçakçısı daha ilk mesajlaşmada kendini belli eder: çiziminizi gerçekten açıp kontrol eder, kesilecek malzemeyi ve çalışacak makineyi sorar, numune ve revizyon kaydını düzenli tutar. Bu rehber, atölye seçerken fiyatın yanında bakmanız gereken dört somut kalite sinyalini sıralıyor.
Birinci sinyal: Çiziminiz gerçekten kontrol ediliyor mu?
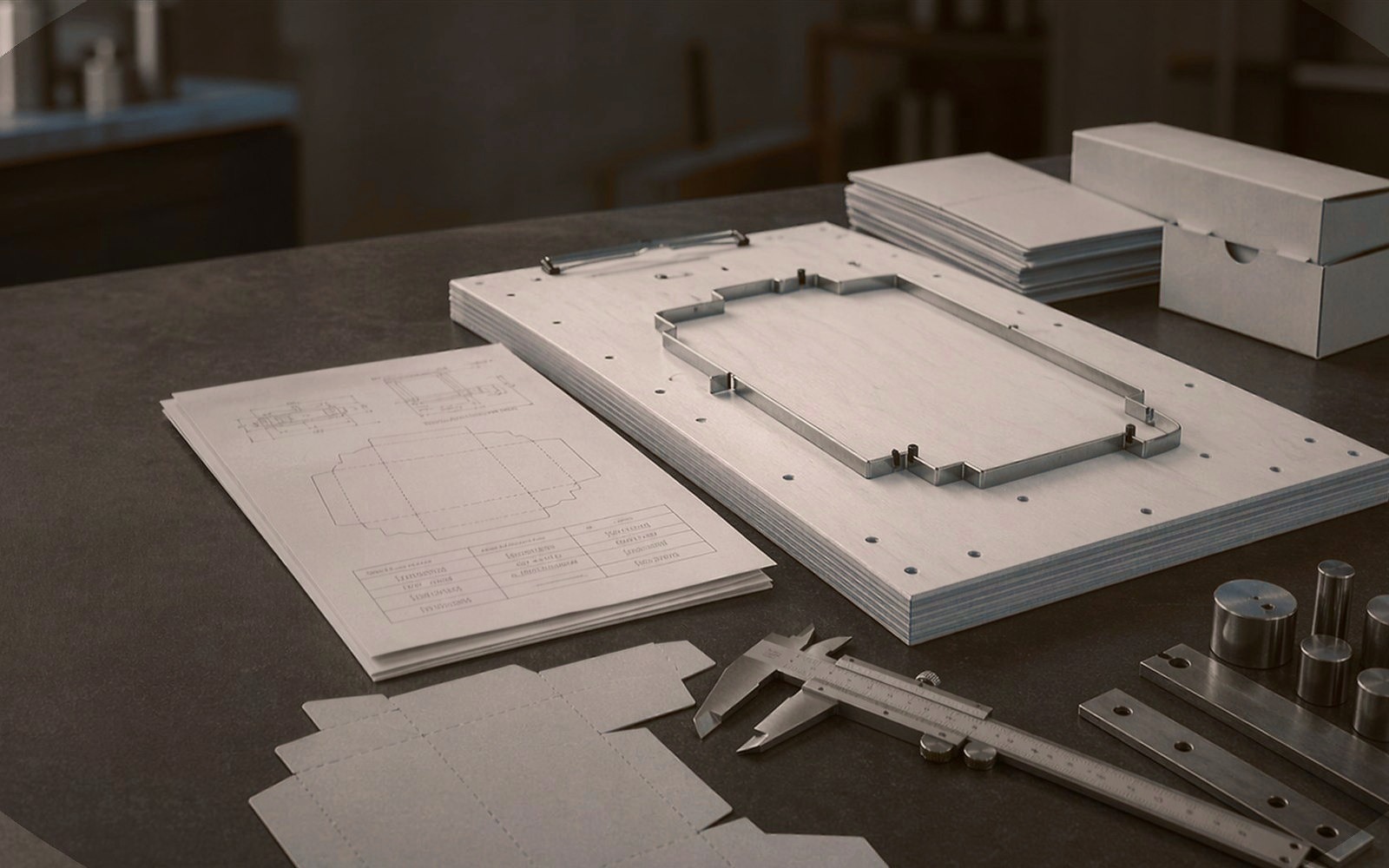
Kaliteli bir atölye, gelen bıçak çizimini fiyat vermeden önce açar; çift çizgi, kapanmamış kontur, yanlış ölçü birimi ve eksik pilyaj çizgisi arar. Düşük çözünürlüklü bir fotoğraf üzerinden dakikalar içinde kesin fiyat veren atölye bu kontrolü yapmıyor demektir.
Kontrolün izini sorulardan anlarsınız. «Bu 0,5 mm’lik boşluk bilerek mi bırakıldı?», «İç pencere ölçüsü net mi, baskıya göre mi ayarlanacak?» gibi sorular dosyanın gerçekten okunduğunu gösterir.
- Teklif öncesi dosya kontrolü, revizyon maliyetini baştan azaltır.
- PDF, AI veya DXF dosyasında ölçü birimi ve ölçek doğrulanmalıdır.
- Hiç soru sormadan gelen «kesin» fiyat, üretimde sürpriz demektir.
İkinci sinyal: Malzeme ve makine soruları
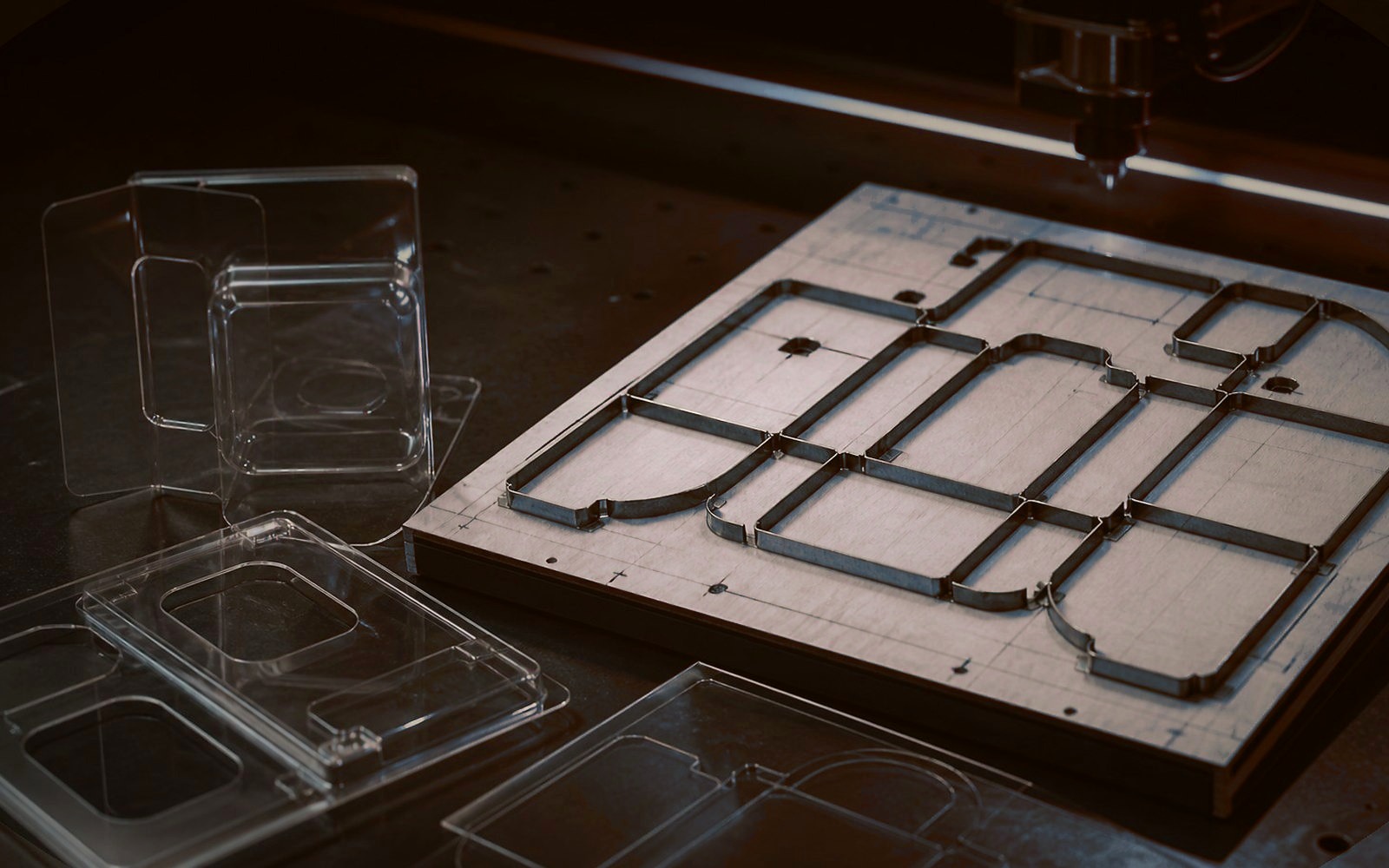
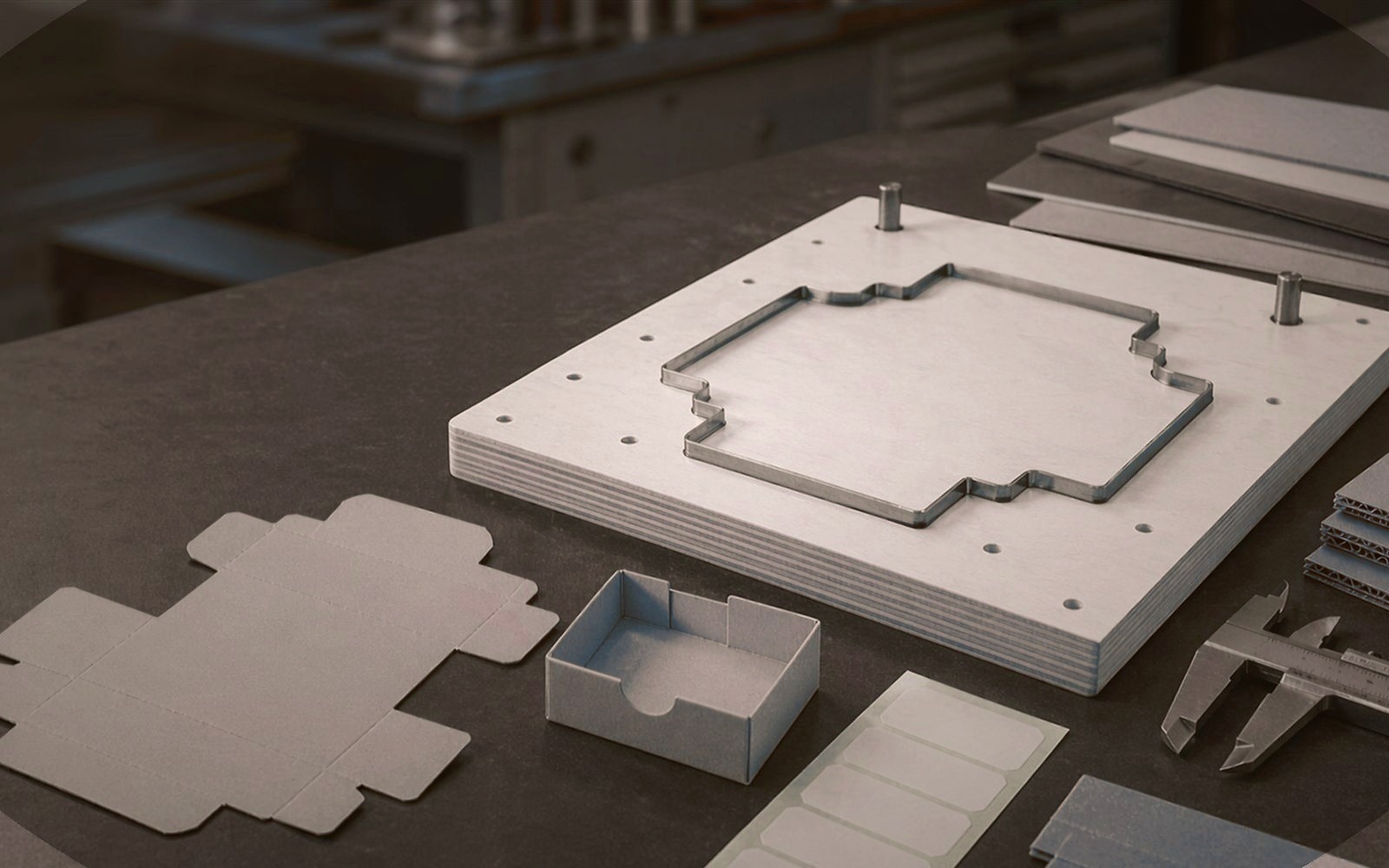
Aynı çizim; 350 g kuşe karton, E dalga oluklu mukavva veya 0,3 mm PET için üç farklı bıçak kurulumu gerektirir. Standart 23,8 mm bıçak yüksekliği çoğu karton işinde geçerlidir; ancak bıçak kalınlığı (2 pt / 0,71 mm ya da 3 pt / 1,05 mm), ağız formu ve pilyaj yüksekliği malzemeye göre değişir.
Atölye, kalıbın çalışacağı makineyi de sormalıdır: BOBST otomatik hatları, yarım otomatik presler ve el presleri farklı tabla ölçüsü ve kalıp tahtası bekler. Makineyi sormayan atölye kalıbı kendi varsayımına göre üretir.
- Kesilecek malzemenin türü ve gramajı bıçak seçimini doğrudan belirler.
- Makine markası ve tabla ölçüsü sorulmadan üretilen kalıp uyum riski taşır.
- Uzun tirajlı işlerde bıçak dayanımı ve ağız sertliği ayrıca konuşulmalıdır.
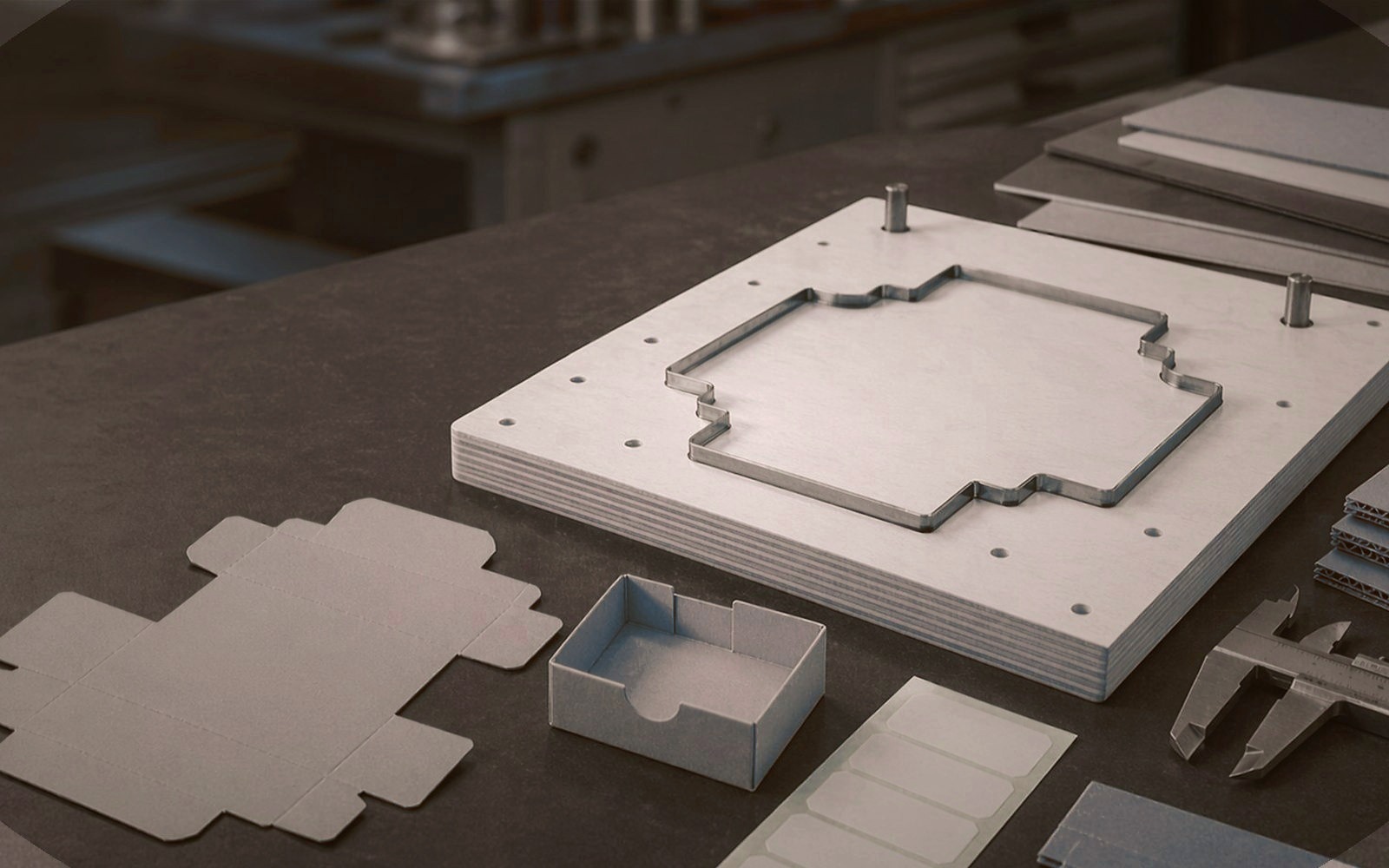
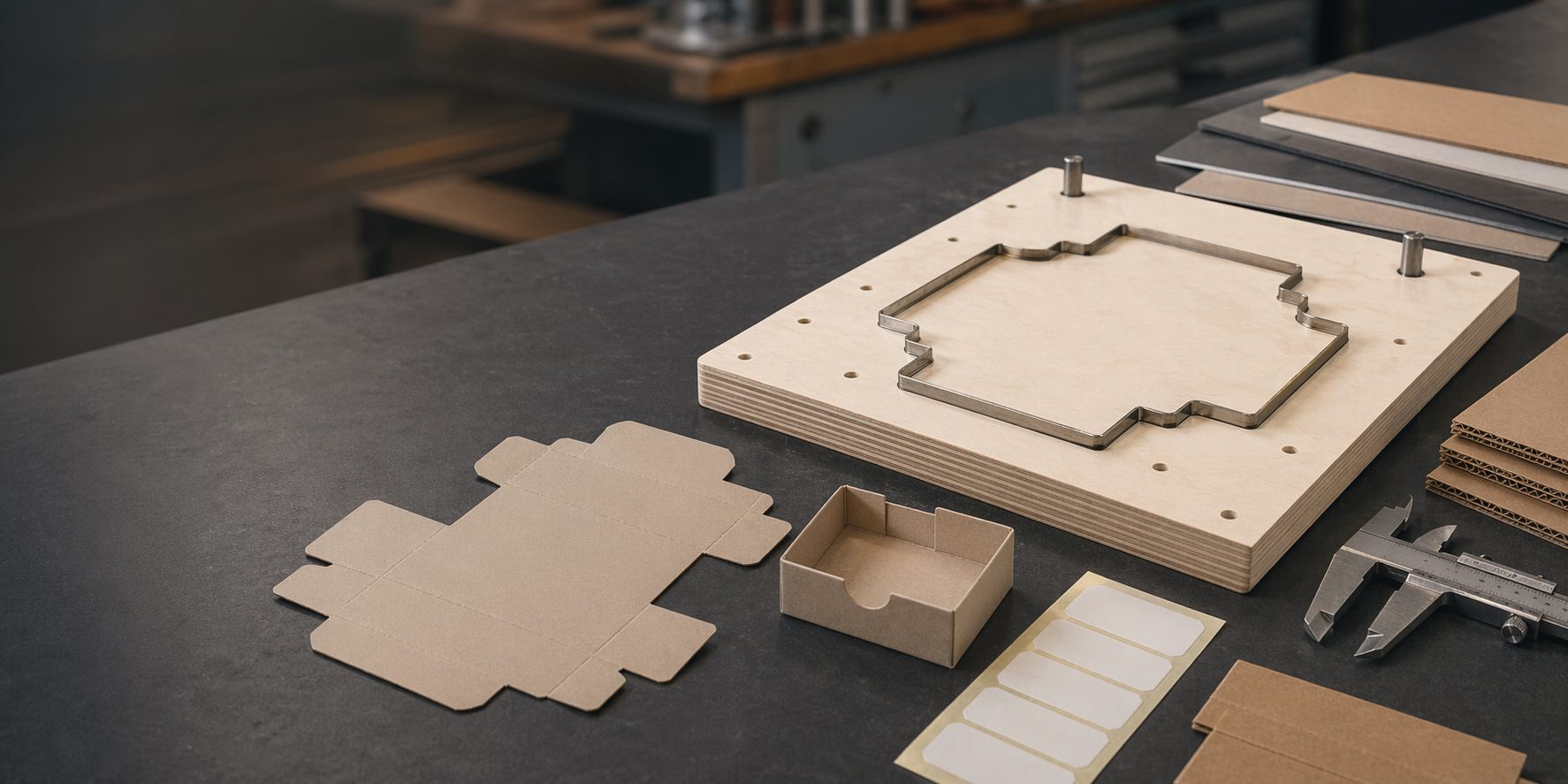
Üçüncü sinyal: Büküm, köşe ve lastikleme işçiliği
Kalıbın ömrünü ve kesim temizliğini el işçiliği belirler. Köşe birleşimlerinde boşluk kalmamalı, dar radyuslarda bıçak zorlanmadan bükülmeli, pilyaj kanalları gramaja uygun genişlikte açılmalıdır.
Lastikleme planı da kaliteli atölyenin imzasıdır: geniş yüzeylerde yumuşak süngerler (yaklaşık Shore 35–40), dar kanal kenarlarında daha sert profil lastikler kullanılır. Lastiklemesiz veya gelişigüzel lastiklenmiş kalıp kağıdı bıçağa sarar ve fire üretir.
- Köşe birleşimleri ve büküm radyusları gözle kontrol edilebilen ilk işçilik kanıtıdır.
- Lastik sertliği ve yerleşimi kesim hızını ve temizliğini etkiler.
- Numune kesim imkânı sunan atölye, sonucu makinede ispatlamayı göze alıyordur.
Dördüncü sinyal: Revizyon ve arşiv disiplini
İyi atölye her işi dosya adı ve revizyon numarasıyla arşivler. Altı ay sonra gelen tekrar siparişte aynı çizimden, aynı bıçak kurulumuyla üretim yapılır; ölçü hafızadan tutturulmaya çalışılmaz.
Revizyon istediğinizde değişikliğin yazılı not ve yeni dosya adıyla kaydedilmesi, bir sonraki üretimde eski hatanın geri gelmesini önler. Arşivi olmayan atölyede her tekrar sipariş, ilk siparişin riskini yeniden taşır.
- Onaylanan dosya iki tarafta da ortak referans olarak saklanmalıdır.
- Revizyonlar tarih ve dosya adıyla izlenmeli, sözlü taleple bırakılmamalıdır.
- Tekrar siparişte eski kalıp numarasını sorabilen atölye arşivine güveniyordur.
Teklif için birlikte netleşen bilgiler
Dosya, malzeme, adet ve teslim beklentisi birlikte netleştiğinde teklif görüşmesi daha sakin ve hızlı ilerler.
- Güncel revizyon dosyası
- Malzeme ve adet bilgisi
- Kritik ölçü veya özel üretim notu
- Teslim beklentisi ve sevk tercihi