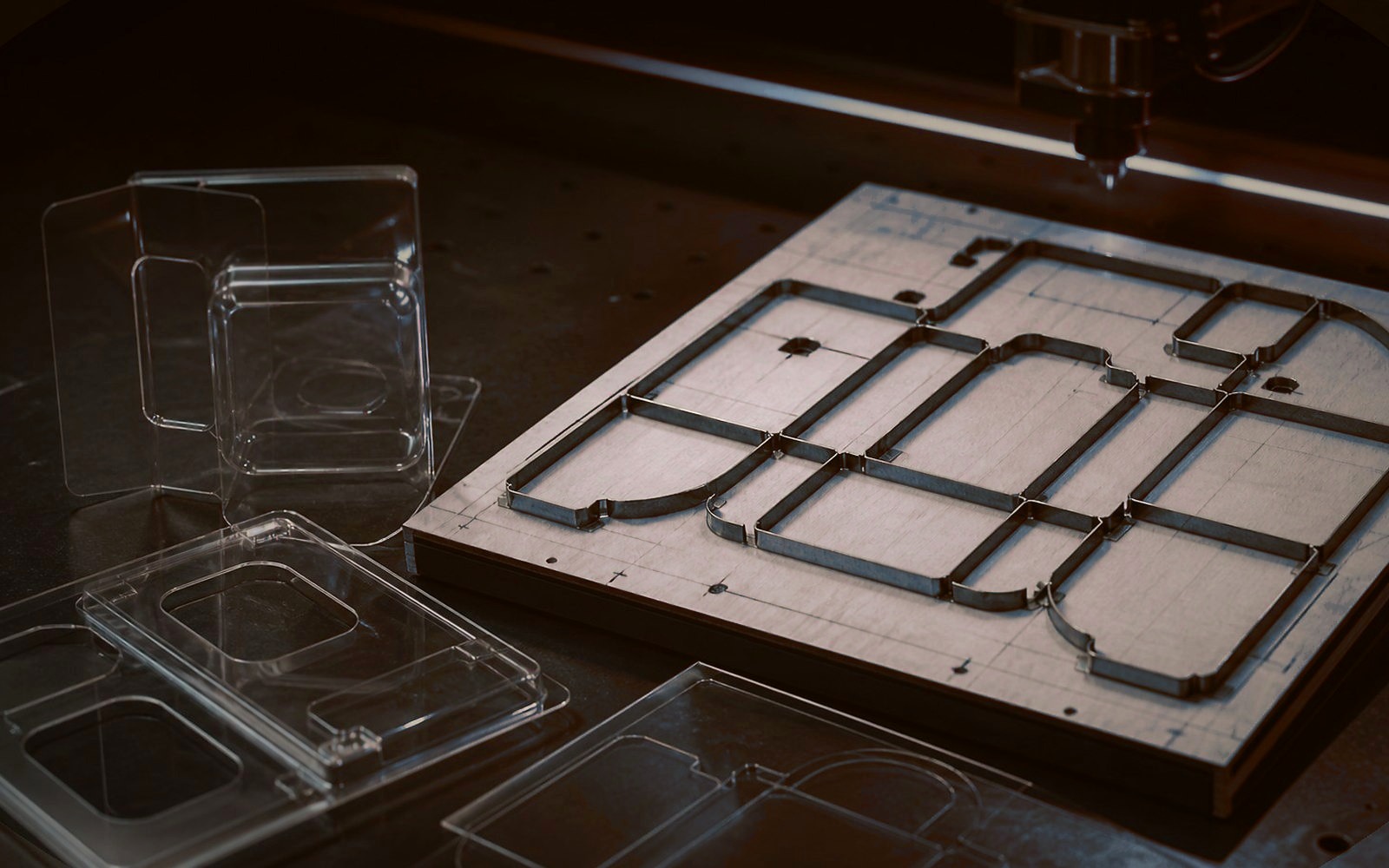
Lastikleme, kalıbın en az konuşulan ama üretim ritmini en çok etkileyen parçasıdır: bıçak girerken malzemeyi sabitler, çıkarken iterek kağıdın bıçağa sarmasını önler. Yanlış lastik; sarma, çift besleme ve yüzey izi olarak geri döner. Bu rehber sertlik seçimini, yerleşim kurallarını ve aşınma takibini anlatıyor.
Lastiğin görevi: sabitle, sonra it
Kesim anında lastik, bıçaktan önce malzemeye değer ve tabakayı yerine kilitler; bıçak çıkarken de sıkışan enerjisiyle malzemeyi geri iter. Bu çift görev olmadan kesilen parça bıçak hattında asılı kalır, tabaka kalıba yapışır ve makine ritmi bozulur.
Bu yüzden lastiksiz veya eksik lastiklenmiş kalıp «çalışır» görünebilir ama hızlandıkça sorun çıkarır: düşük hızda tolere edilen sarma, seri hızda duruş ve fire üretir.
- Lastik kesimden önce sabitler, kesimden sonra iterek ayırır.
- Eksik lastik düşük hızda gizlenir, seri hızda duruş üretir.
- Sarma ve çift besleme şikayetlerinin ilk şüphelisi lastiklemedir.
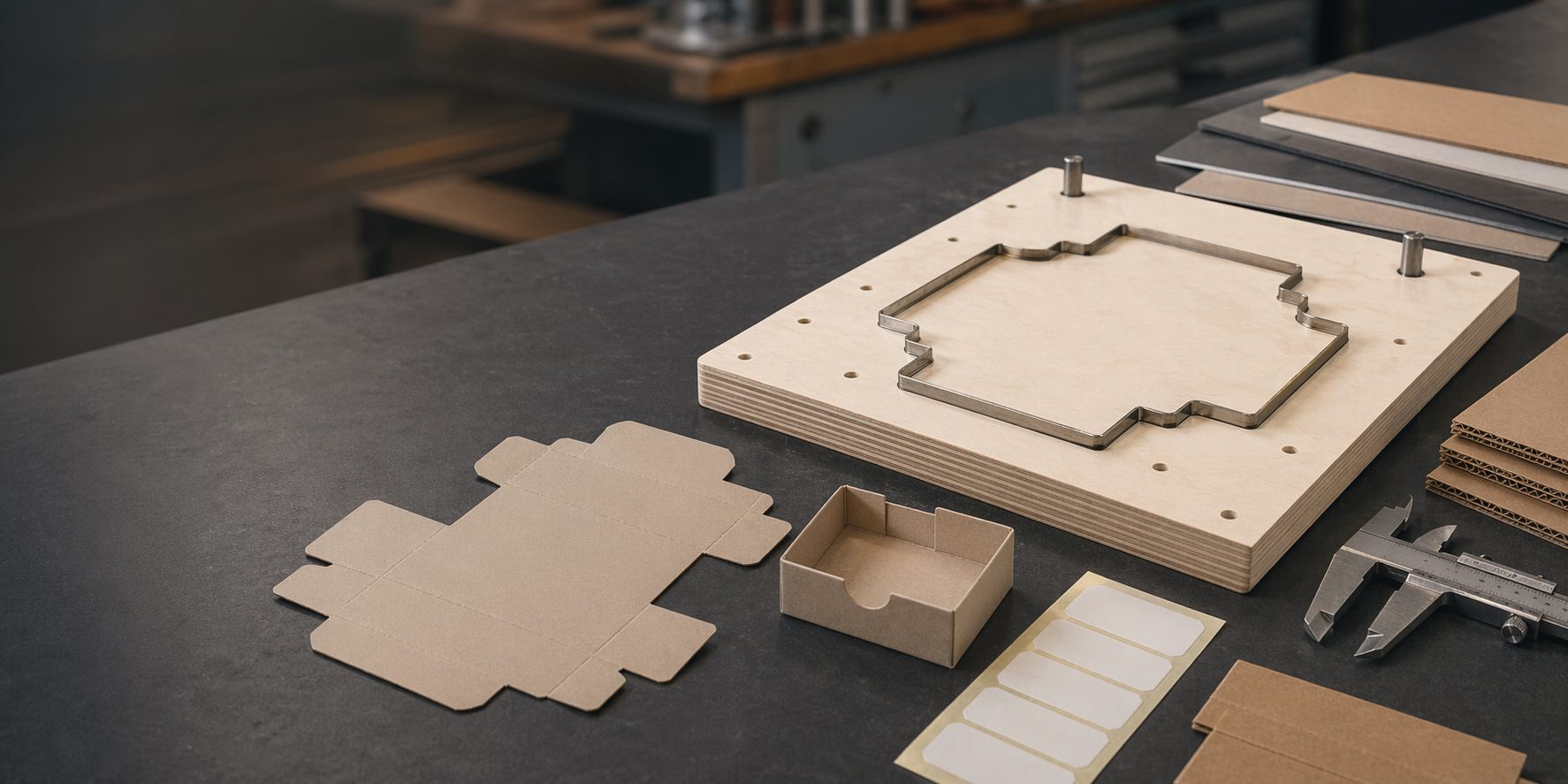
Sertlik seçimi: bölgeye göre Shore değeri
Tek tip lastikle iyi kalıp olmaz; sertlik bölgeye göre seçilir. Geniş ve açık alanlarda yumuşak süngerler (yaklaşık Shore 25–40) malzemeyi nazikçe iter. Bıçağa yakın hatlar ve genel kullanım için orta sertlik (Shore 40–60) dengelidir. Dar kanal kenarları, perforaj çevresi ve küçük pencereler ise daha sert profil lastik (Shore 60 ve üzeri) ister; yumuşak lastik bu bölgelerde yana kaçar ve itme görevini yapamaz.
Malzeme de seçimi etkiler: oluklu mukavva daha yumuşak ve kalın lastikle, ince karton ve etiket daha kontrollü, orta-sert lastikle çalışır.
- Geniş alanlar yumuşak (≈Shore 25–40), genel hatlar orta (40–60) lastik alır.
- Dar kanal ve perforaj çevresinde sert profil lastik kullanılır.
- Malzeme türü ve kalınlığı sertlik seçiminin ikinci girdisidir.
Yerleşim kuralları: yükseklik ve mesafe
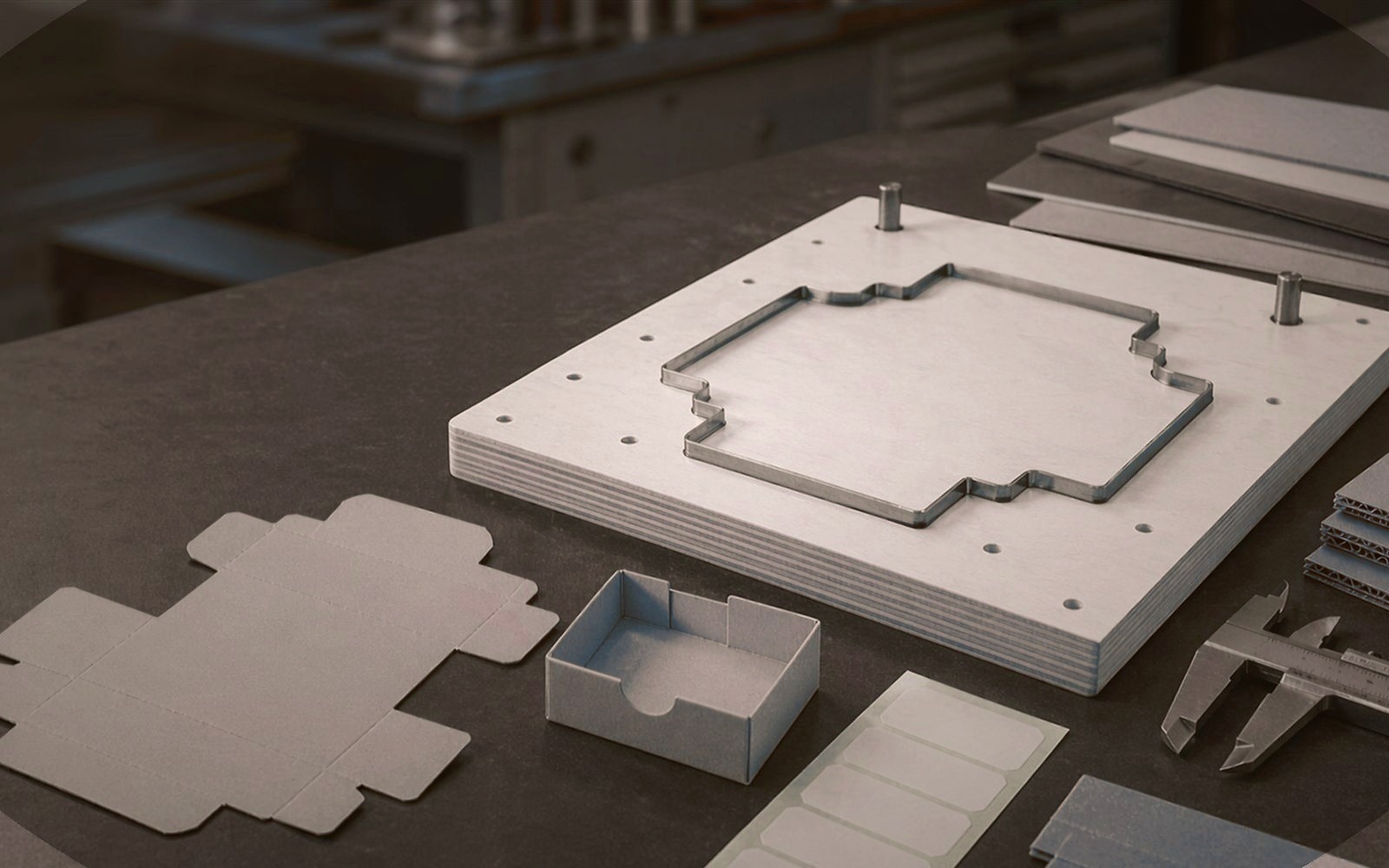
Lastik, bıçak ağzının üzerinde tipik olarak 1,5–2 mm taşkın duracak yükseklikte seçilir; bu taşkınlık sıkışma-itme kuvvetini üretir. Bıçağın hemen dibine yapıştırılmaz; sıkışan lastiğin yana genleşeceği küçük bir boşluk bırakılır, aksi hâlde lastik bıçağı iter ve kesim çizgisini bozar.
Kritik hatlarda lastik bıçağın iki yanına da konur; küçük iç pencereler tamamen lastikle doldurulur ki kesilen parça pencerede kalmasın. Pilyaj hatlarının çevresinde ise lastik, katlama izini ezmeyecek şekilde konumlanır.
- Lastik bıçak ağzından yaklaşık 1,5–2 mm taşkın durur.
- Bıçak dibinde genleşme boşluğu bırakılır; lastik bıçağı itmemelidir.
- Küçük iç pencereler komple lastikle doldurulur.
Lastik eskir: aşınma takibi kalıp bakımının parçasıdır
Lastiğin ömrü bıçaktan kısadır: binlerce vuruş sonunda sıkışma kabiliyetini yitirir, çöker ve sertleşir. Belirtiler tanıdıktır — daha önce temiz çıkan iş sarmaya başlar, ürün yüzeyinde lastik izi belirir, ayıklama zorlaşır.
Çözüm kalıbı yenilemek değil, bölgesel lastik yenilemektir. Hangi bölgenin ne zaman yenilendiği kalıp kartına işlenirse, aynı işin sonraki tirajında sürpriz yaşanmaz.
- Çökmüş, sertleşmiş lastik sarma ve yüzey izi üretir.
- Lastik bölgesel olarak yenilenir; kalıp komple değişmez.
- Lastik yenileme tarihi kalıp kartına kaydedilir.
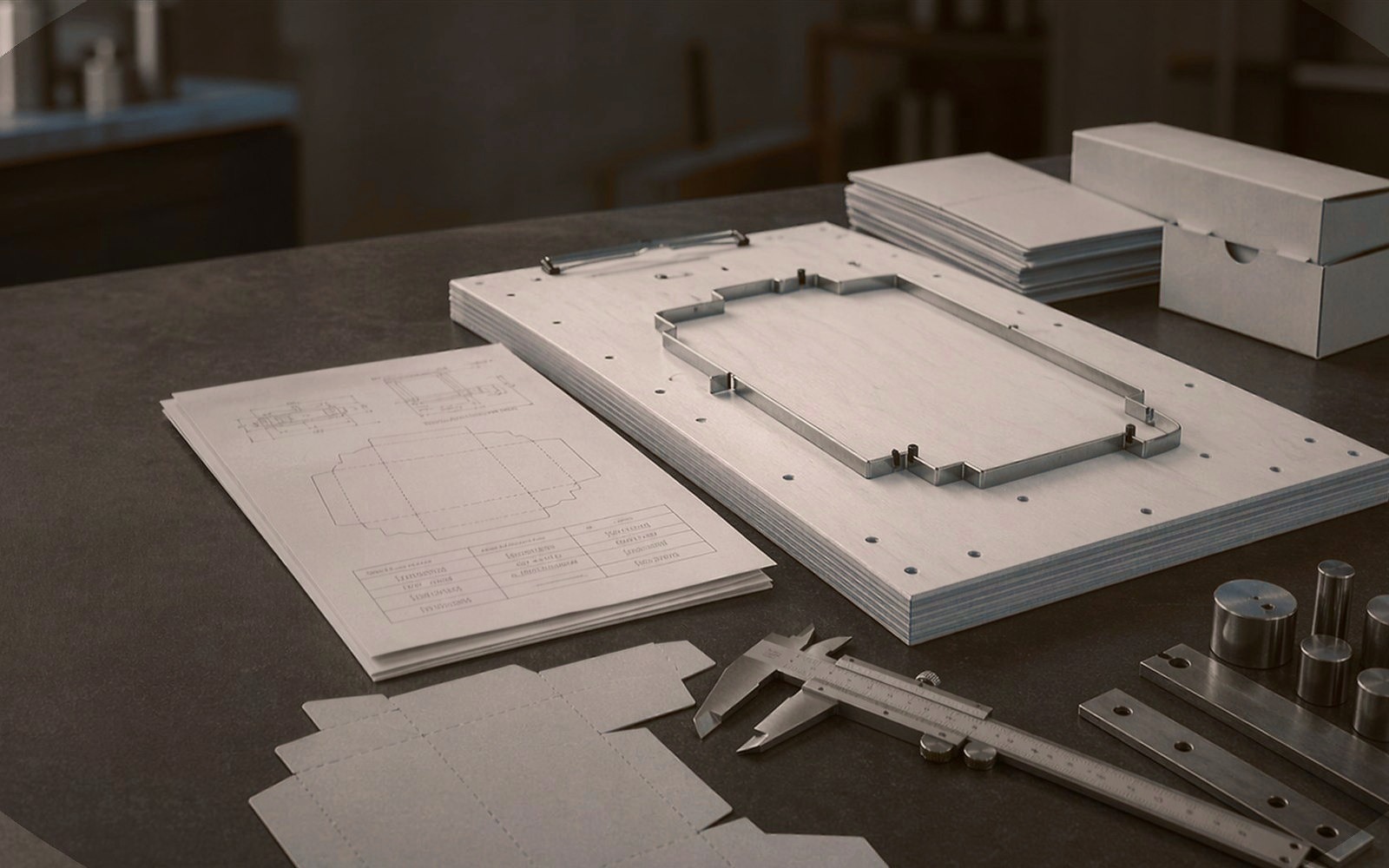
Teklif için birlikte netleşen bilgiler
Dosya, malzeme, adet ve teslim beklentisi birlikte netleştiğinde teklif görüşmesi daha sakin ve hızlı ilerler.
- Güncel revizyon dosyası
- Malzeme ve adet bilgisi
- Kritik ölçü veya özel üretim notu
- Teslim beklentisi ve sevk tercihi