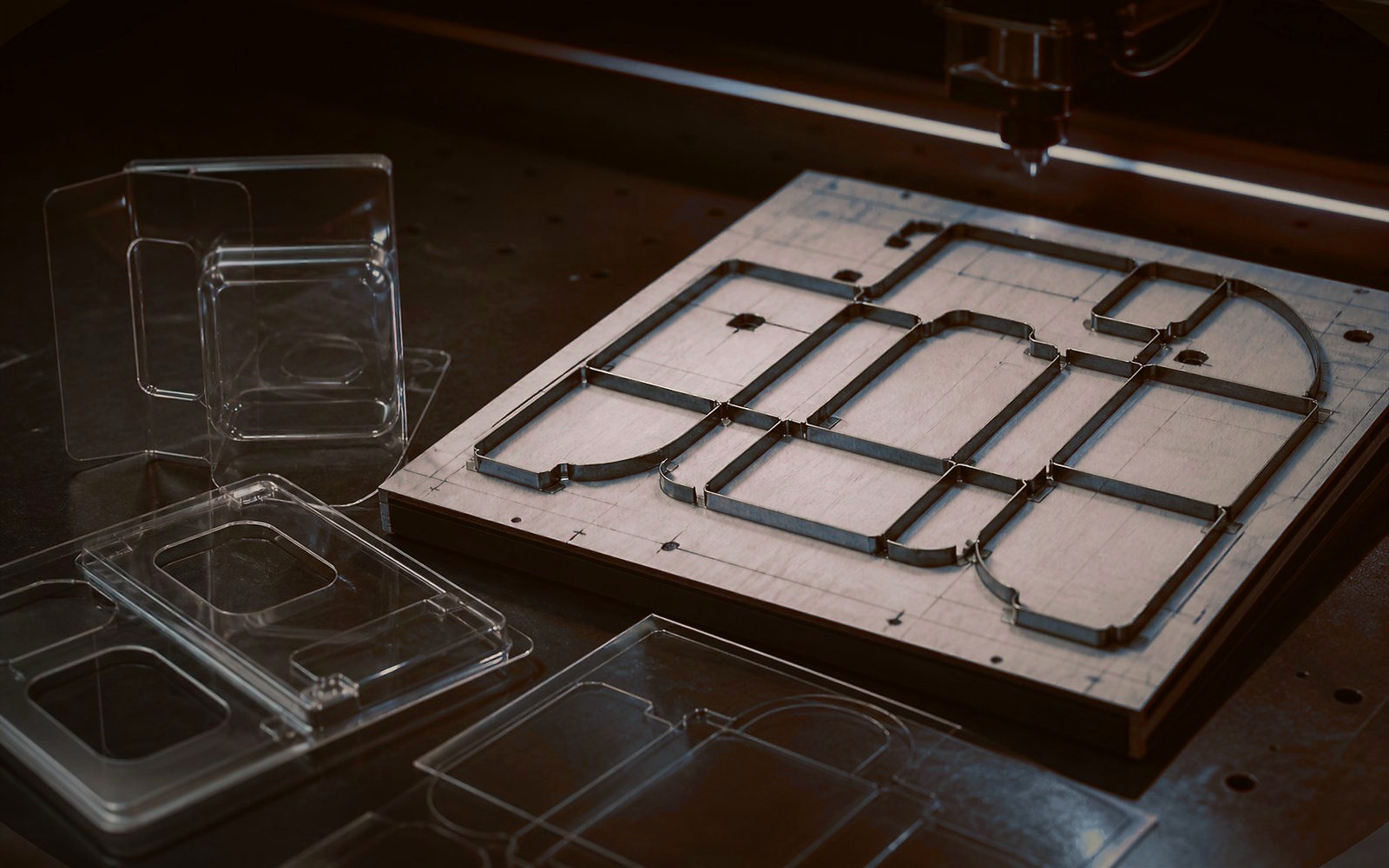
Karton kesimi hataları affeder; PVC, PET ve asetat affetmez. Plastik filmde keskin bir iç köşe, bugün temiz görünen kesimin haftalar sonra çatlamasının başlangıç noktasıdır. Bu rehber köşe radyüsünün, bıçak formunun ve numune testinin plastik işlerde neden ayrı bir disiplin olduğunu anlatıyor.
Plastikte çatlak köşeden başlar
PVC, PET ve asetat; karton gibi lifli değil, gerilimi biriktiren homojen malzemelerdir. Keskin iç köşe, kesim sırasında oluşan gerilimi tek noktada toplar; çatlak orada başlar ve kullanım sırasında — katlama, taşıma, soğuk depo — sessizce ilerler.
Kritik nokta şudur: çatlak çoğu zaman kesim masasında görünmez. Numune onayında sağlam görünen kutu, müşterinin rafında ayrılır. Bu yüzden plastik işlerde köşe tasarımı estetik değil, dayanım kararıdır.
- Plastik gerilimi biriktirir; keskin iç köşe çatlağın başlangıç noktasıdır.
- Çatlak kesimde değil, kullanım sırasında ilerleyerek görünür olur.
- Köşe tasarımı plastikte dayanım kararıdır, görsel tercih değildir.
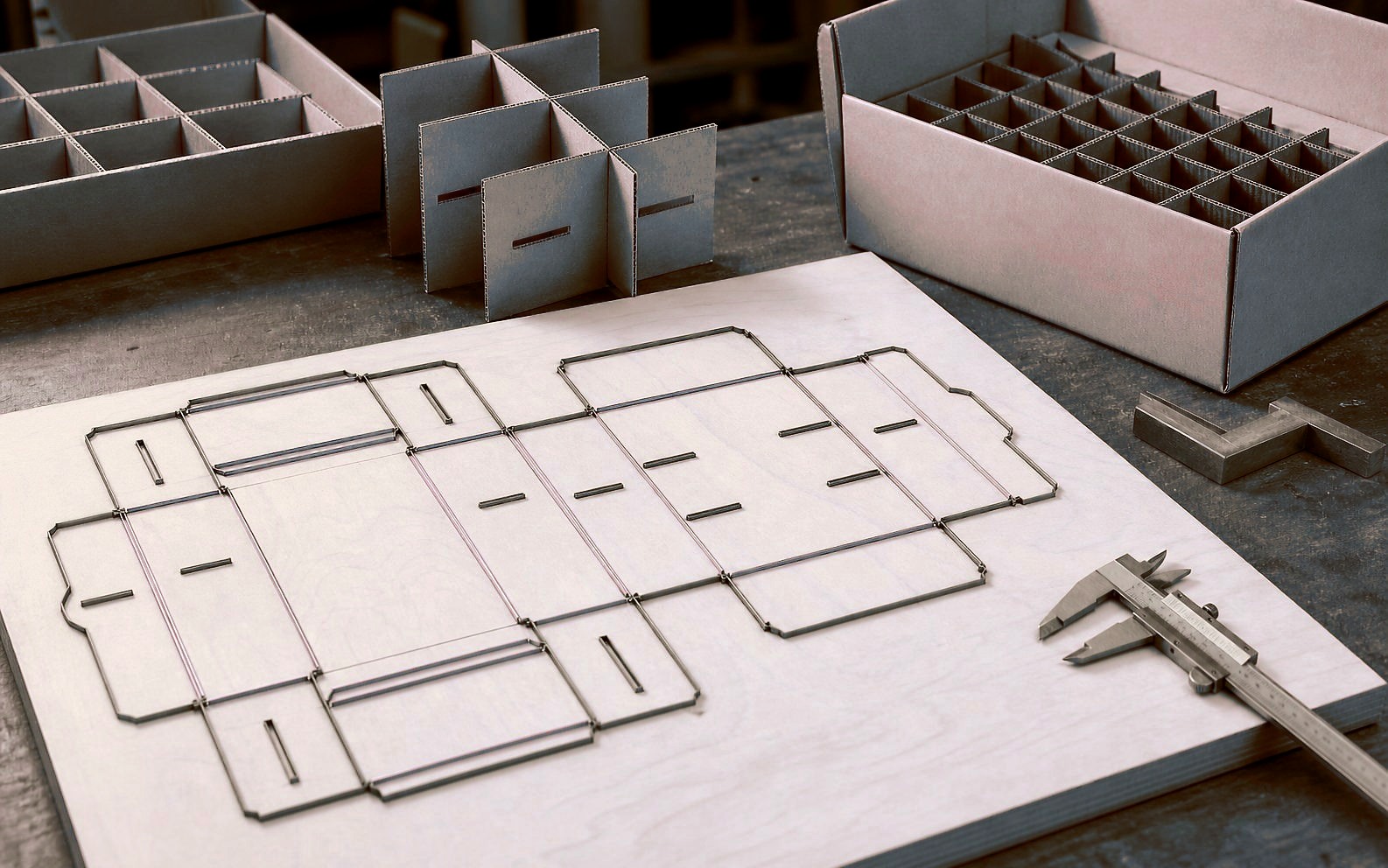
Radyüs kuralı: keskin köşe çizilmez, yuvarlatılır
Pratik kural basittir: plastik işlerde her iç köşeye radyüs verilir. Alt sınır malzeme kalınlığına bağlıdır; ince filmlerde dahi 0,5–1 mm’nin altına inilmemesi, kalın levhalarda radyüsün malzeme kalınlığının en az 1–2 katı tutulması güvenli taraftır. Dış köşelerde tolerans daha geniştir ama sıfır radyüslü dış köşe de bıçak ömrünü kısaltır.
Tasarımda «keskin köşe şart» görünen detaylar çoğu zaman 0,5 mm’lik bir radyüsle hem üretilebilir hem ayırt edilemez hâle gelir; emin olunamayan köşe atölyeye sorulur.
- Plastikte her iç köşe radyüslüdür; 0,5–1 mm pratik alt sınırdır.
- Kalın levhada radyüs, malzeme kalınlığının 1–2 katına çıkarılır.
- 0,5 mm’lik radyüs gözle seçilmez ama çatlak riskini kapatır.
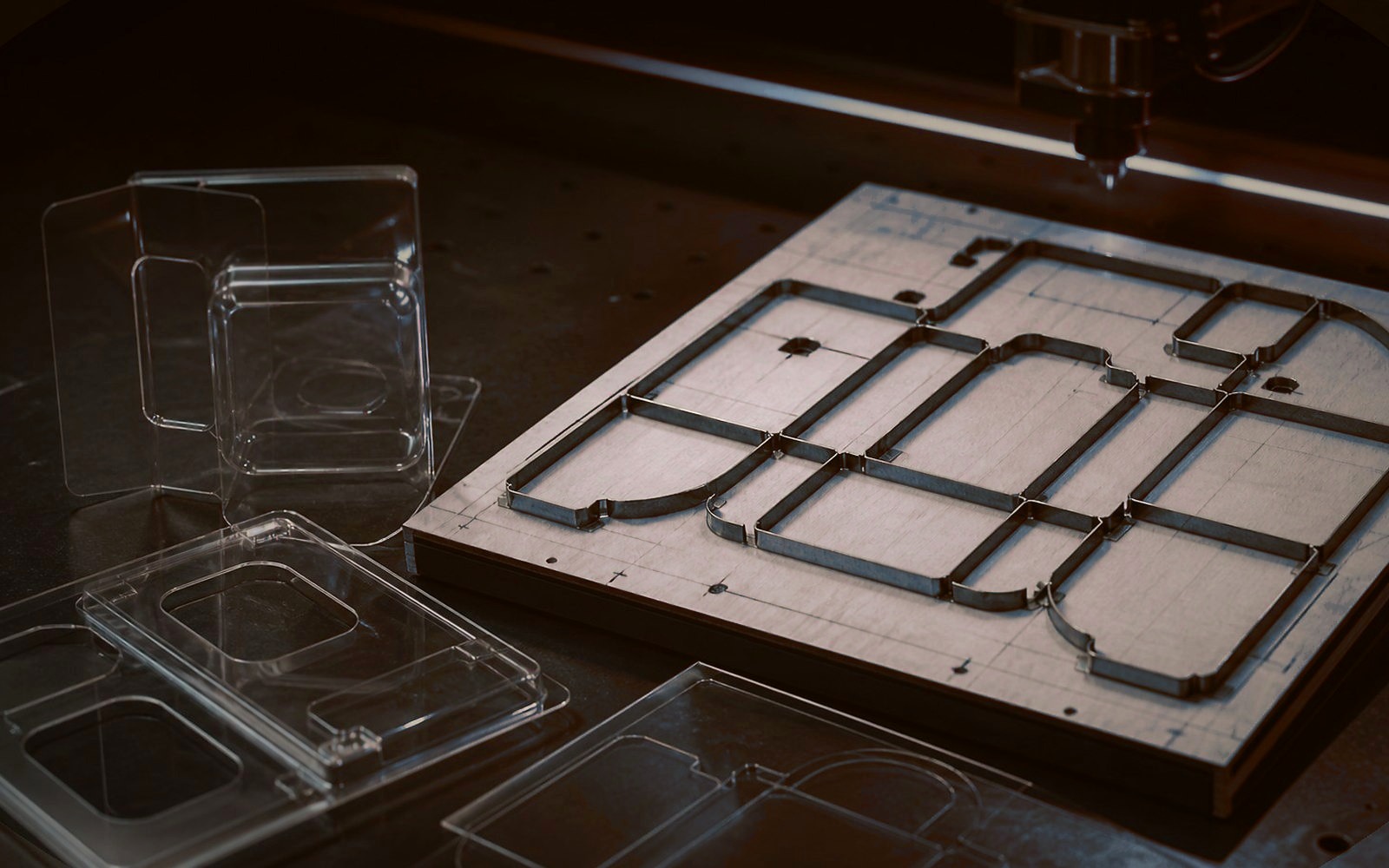
Bıçak formu: keskin açı, temiz kenar, beyazlamasız kesim
Plastikte bıçak ağzı kartona göre daha keskin açılı seçilir: küt ağız malzemeyi kesmeden ezer ve kesim kenarında beyazlama (stress whitening) bırakır. Kenardaki beyaz iz, aşırı gerilimin gözle görülür kanıtıdır ve o hattın çatlamaya aday olduğunu söyler.
Baskı da aynı mantıkla ayarlanır: tam kesen en düşük baskı doğrudur. Şeffaf malzemede kenar kalitesi ürünün yüzü olduğundan, bıçak keskinliği tirajda izlenir ve körelen hat beklenmeden yenilenir.
- Plastikte keskin açılı bıçak ağzı tercih edilir; küt ağız ezerek keser.
- Kesim kenarındaki beyazlama, aşırı gerilimin görünür işaretidir.
- Şeffaf işlerde bıçak keskinliği tiraj boyunca takip edilir.
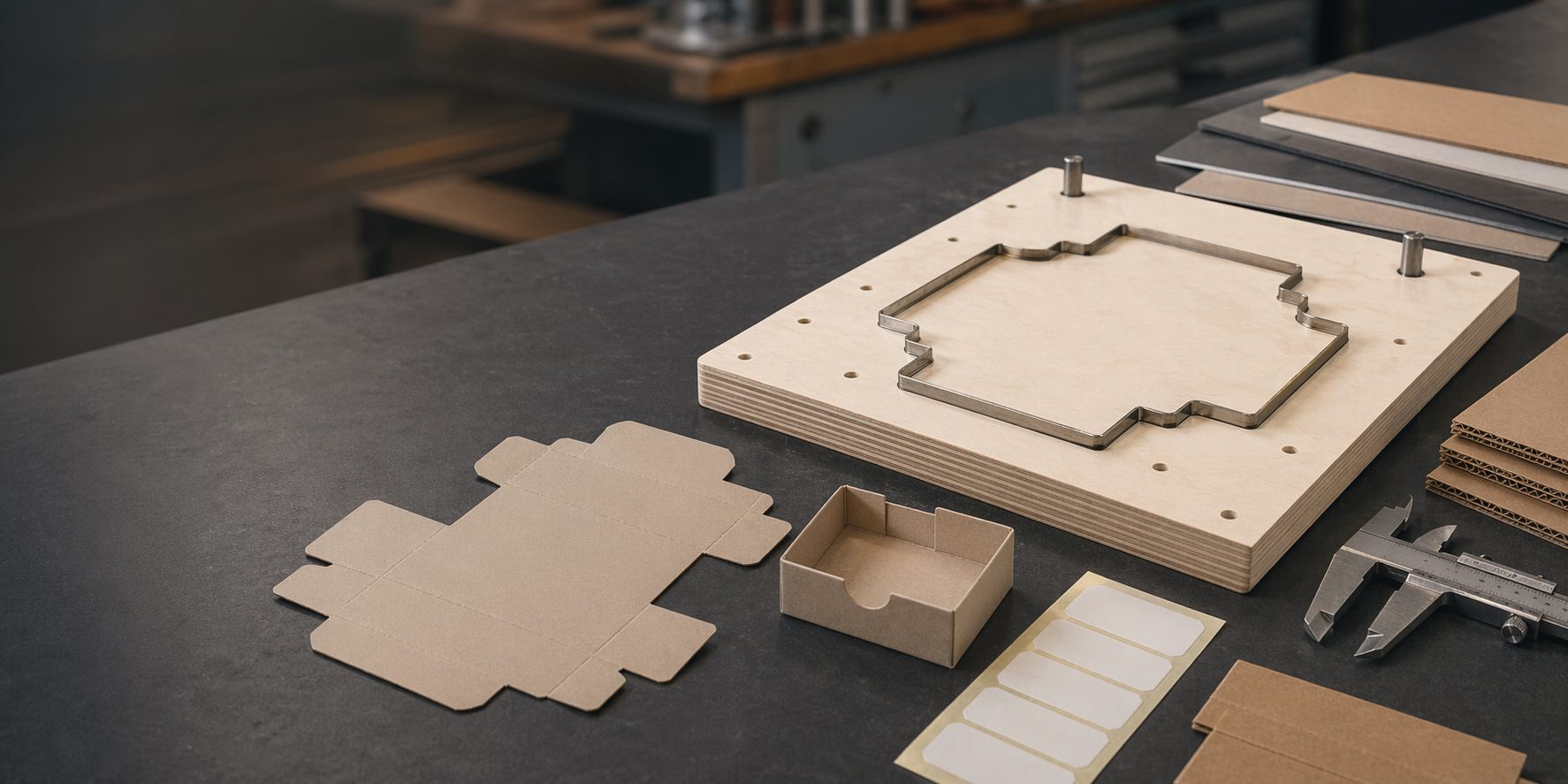
Numune testi plastikte iki aşamalıdır: kesim ve kullanım
Plastik numune yalnızca ölçüyle onaylanmaz. Birinci aşama kesim kontrolüdür: kenar temizliği, beyazlama, köşelerde başlangıç çatlağı. İkinci aşama kullanım simülasyonudur: katlama hatları çalıştırılır, kutu formuna getirilir ve mümkünse ürünün bekleyeceği ortamda — soğuk zincir, güneş alan vitrin — birkaç gün bekletilir.
Malzeme tedarikçisi veya lot değiştiğinde test tekrarlanır; aynı isimli iki PVC bile farklı katkı oranlarıyla farklı kırılganlık gösterebilir.
- Önce kesim kenarı ve köşeler, sonra katlama ve kullanım testi.
- Numune, ürünün gerçek bekleme ortamında denenirse sonuç güvenilirdir.
- Lot ve tedarikçi değişimi plastikte test tekrarı gerektirir.
Teklif için birlikte netleşen bilgiler
Dosya, malzeme, adet ve teslim beklentisi birlikte netleştiğinde teklif görüşmesi daha sakin ve hızlı ilerler.
- Güncel revizyon dosyası
- Malzeme ve adet bilgisi
- Kritik ölçü veya özel üretim notu
- Teslim beklentisi ve sevk tercihi