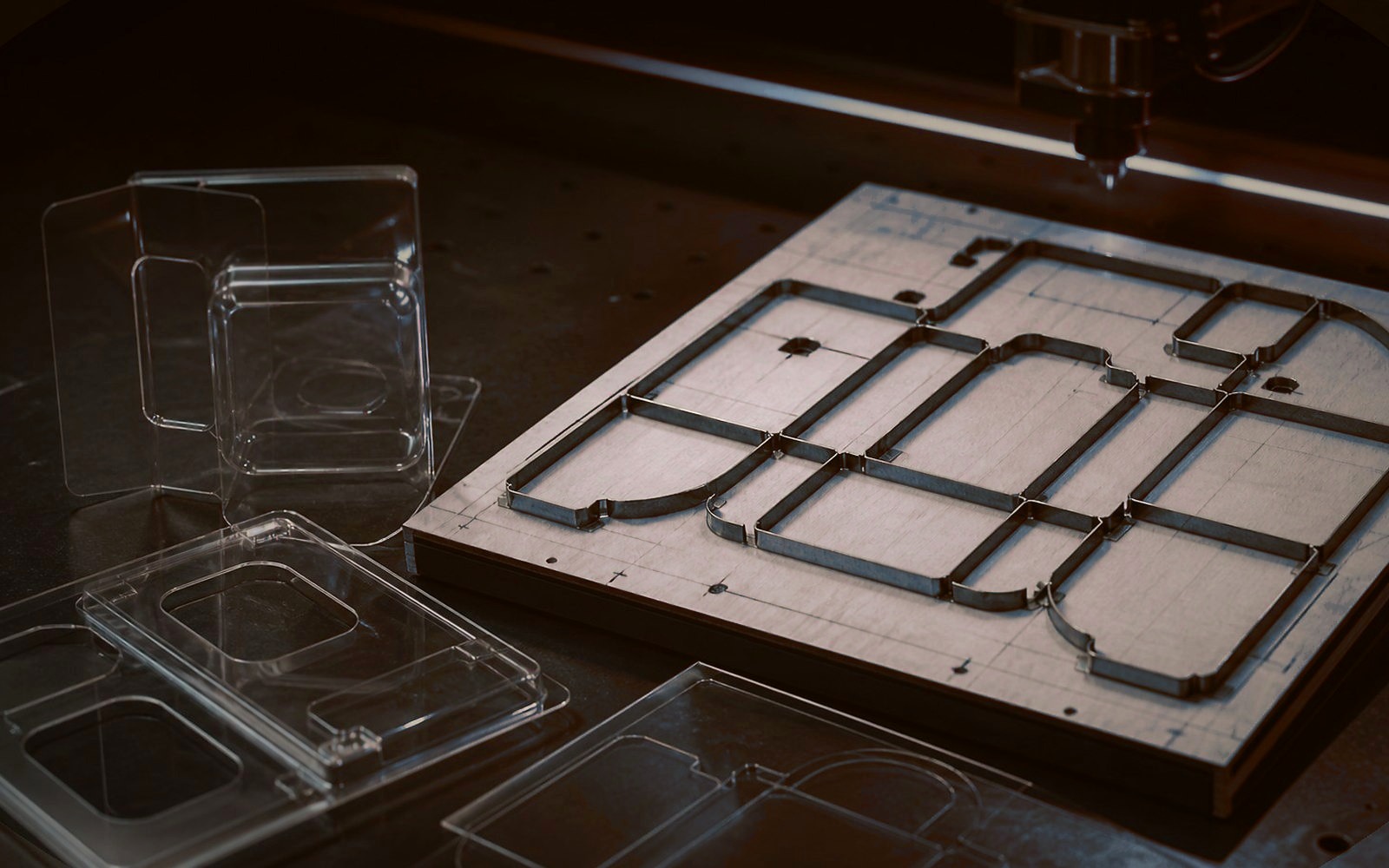
Both dies carry the same steel rule; the difference is how the channel the rule sits in is opened in the board. In traditional tooling the channel is cut by hand with a jigsaw; in laser-cut tooling the CAD drawing cuts the board directly. That difference drives channel precision, cut-to-print registration and repeat production.
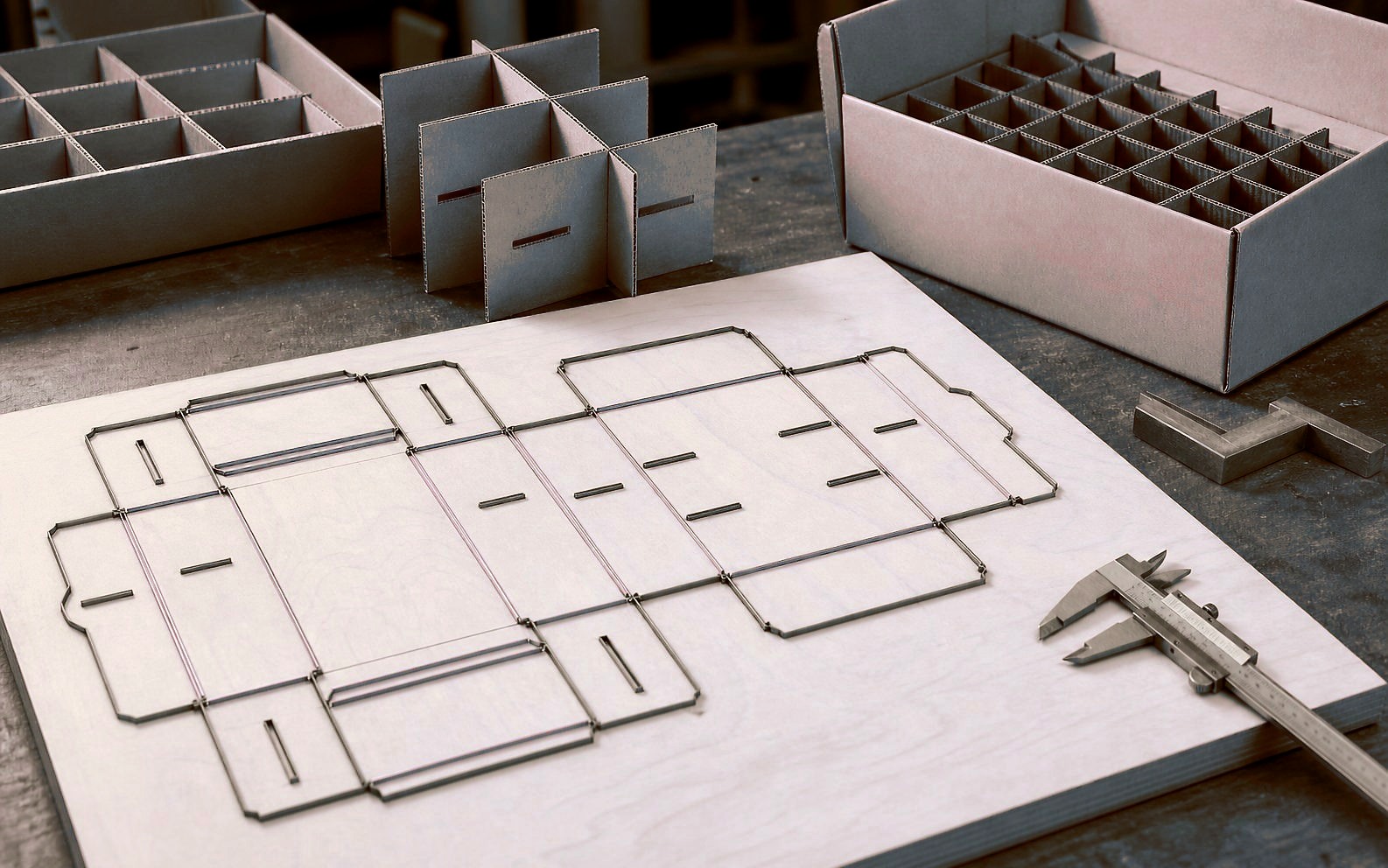
Channel work: the core difference between jigsaw and laser
In traditional preparation the template is transferred onto the board and the rule channel is sawn by hand. The result depends on the craftsman: channel width can wander along the line, and the saw struggles in tight turns. In laser preparation the channel is cut from the drawing with a consistency in the tenth-of-a-millimetre range.
Channel width is matched to rule thickness: one setting for 2 pt (0.71 mm) rule, another for 3 pt (1.05 mm). On a laser this setting is constant along the whole line, so the rule seats with the same grip at every point.
- A jigsaw channel depends on hand skill; a laser channel depends on the drawing.
- Laser-cut channel width stays constant along the entire line.
- The laser advantage grows with tight radii and complex patterns.
Drawing accuracy matters more on a laser
The laser cuts exactly what is in the file; the small drawing errors a craftsman would quietly correct by eye are burned into the board verbatim. That is why file checking is a separate stage in laser tooling: double lines are cleaned, open contours closed, and bridge positions (the gaps that keep the board in one piece) are planned in CAD.
The payoff of that discipline is clear: the approved drawing and the produced die are identical, and whenever a dispute appears the reference is always the file.
- A laser reproduces drawing errors with precision — the file check is mandatory.
- Bridges are planned on the drawing, not improvised by hand.
- The approved drawing becomes the one-to-one reference for the die.
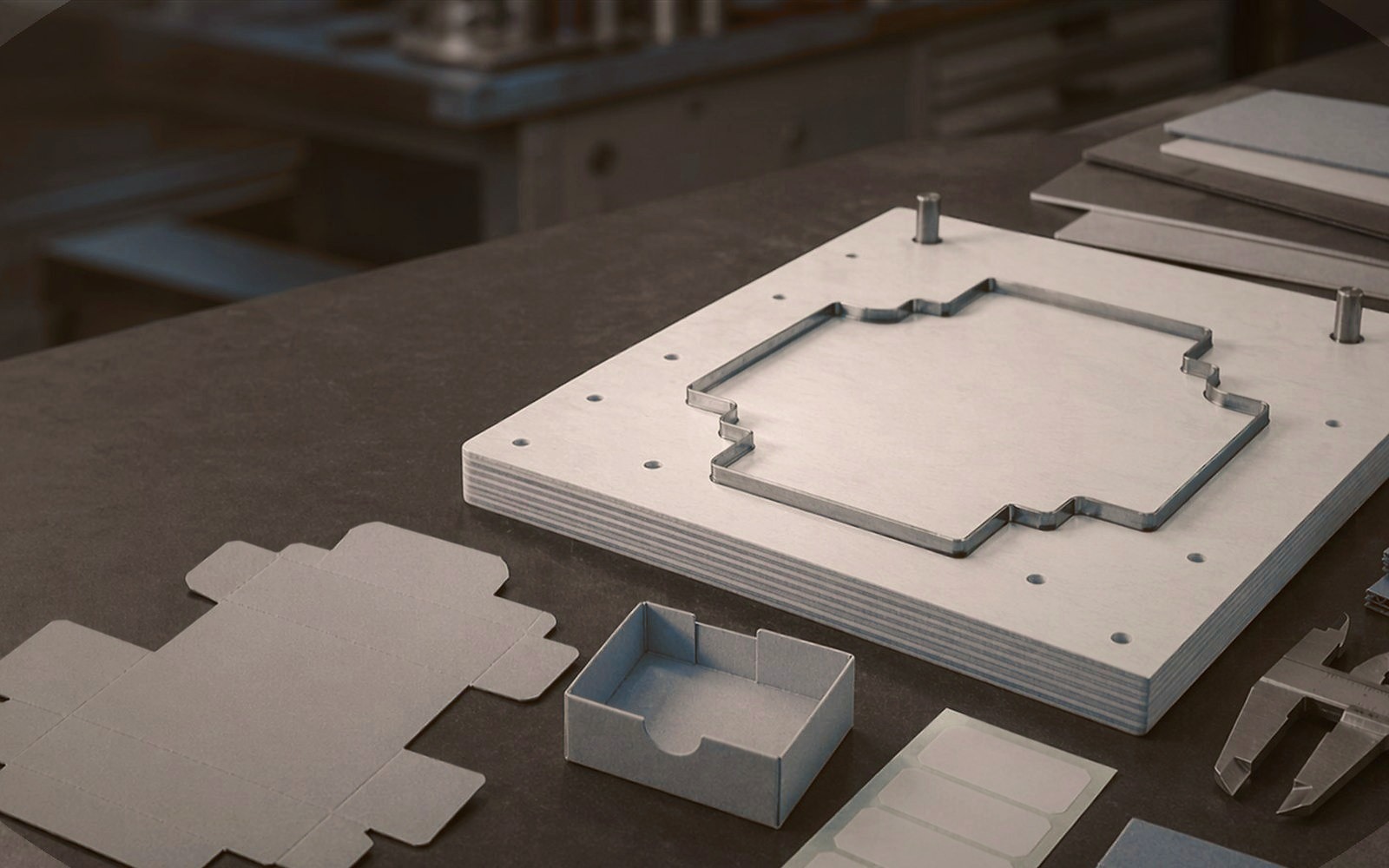
A tight channel improves cut-to-print registration
When the rule seats in the laser channel without hammering slack, the cut line matches the drawing to the millimetre. On printed work the benefit is concrete: the cut sits on the print’s trim allowance, and the “print looks shifted” effect on label and carton edges drops away.
In a traditional die, loose channel sections let the rule micro-shift under press load — which over a long run means a wandering cut line and worn channel edges.
- A tight channel locks the cut line onto the drawing.
- Cut-to-print drift drops visibly on printed work.
- A loose channel produces rule movement and channel wear over long runs.
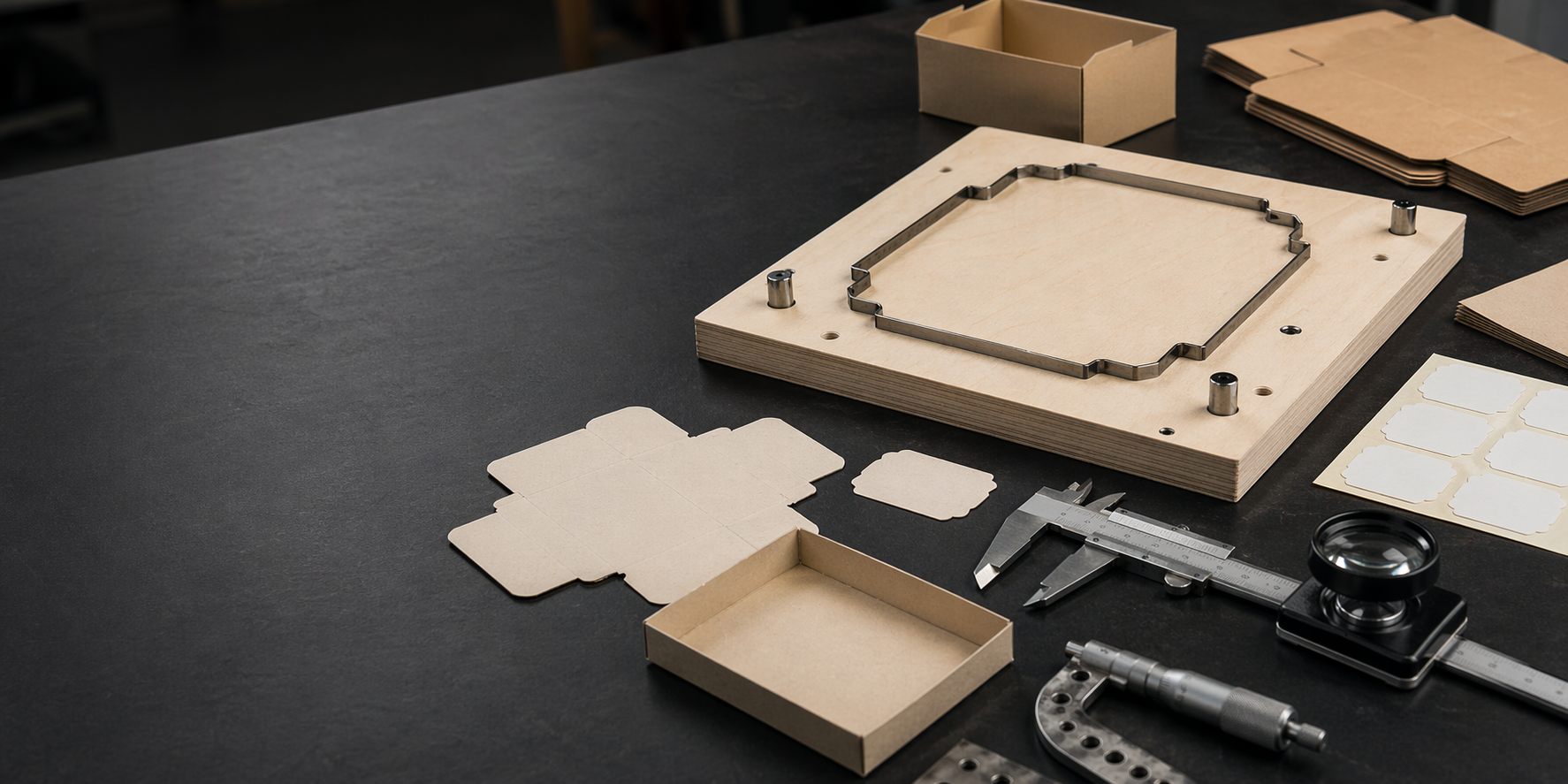
Repeat production: an exact copy from the file
In laser tooling the source of the die is a digital file. When the die wears out, or a copy is needed for a second machine, the same file produces an identical die — dimensions live in the archive, not in a craftsman’s memory.
In the traditional method every copy is new hand work and carries small differences. For converters running the same job on parallel machines, those differences turn directly into setup time and waste.
- A laser die can be reproduced one-to-one for as long as the file exists.
- Dimensional differences between copy dies practically disappear.
- Jobs running on parallel machines lose less setup time and waste.
Quote details we clarify together
When the file, material, quantity and deadline are clear, the quote conversation moves faster and with less back-and-forth.
- Current revision file
- Material and quantity details
- Critical dimensions or production notes
- Deadline expectation and delivery preference