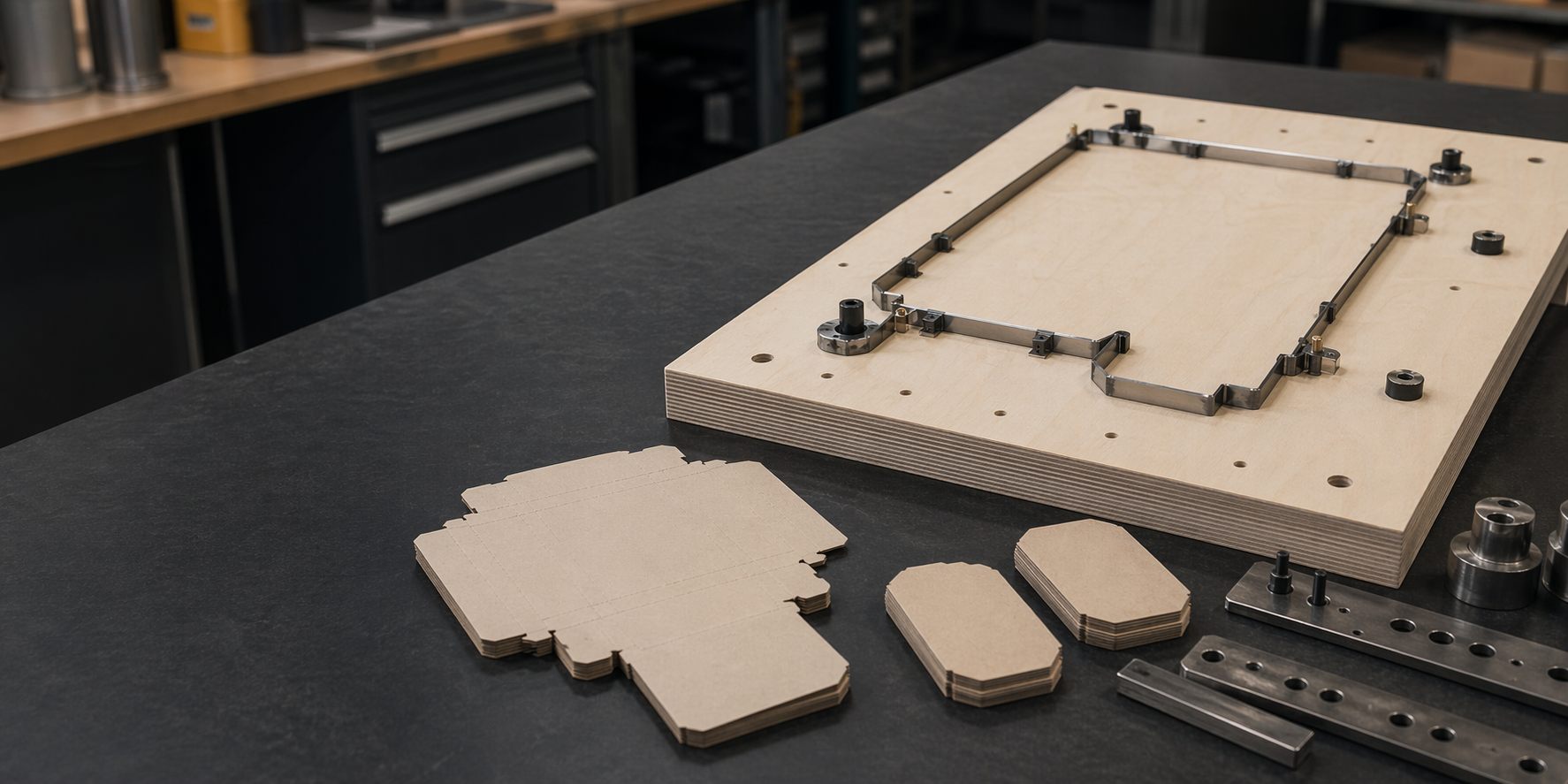
Blanking istasyonu, kesilmiş ürünleri tabakadan ayırıp düzgün sütunlar hâlinde palete indirir. Kesim kusursuz olsa bile istif bozuksa hat durur: çarpık sütunlar devrilir, kenarları yenmiş ürünler dolum hattında sıkışır. Bu rehber istif kalitesini kalıp tasarımından makine ritmine kadar dört noktada ele alıyor.
İstif kalitesi blanking ızgarasında başlar
Blanking aracı; ürün boşluklarına göre kesilmiş bir alt ızgara ile ürünleri aşağı iten üst takımdan oluşur. Izgara penceresi ürün konturuna göre dar kalırsa ürün kenarları her vuruşta sürter ve yenme izi oluşur; geniş kalırsa ürün düşerken döner ve sütun çarpıklaşır.
Bu denge çizim aşamasında kurulur: pencere payı ürünün her kenarında tutarlı bırakılır ve kontur üzerindeki hassas noktalar (kulak, dil, sivri köşe) ızgara geçişinde özel olarak kontrol edilir.
- Dar ızgara penceresi kenar yenmesi, geniş pencere çarpık sütun üretir.
- Pencere payı ürün konturunun her kenarında tutarlı olmalıdır.
- Kulak ve sivri köşeler ızgara geçişinde ayrıca kontrol edilir.
Tutucu nokta sayısı istifi doğrudan etkiler
Kesim kalıbındaki tutucu noktalar (nick) ürünü blanking istasyonuna kadar tabakada tutar. Nokta az veya zayıfsa ürün erken kopar ve makine içinde sıkışır; fazla veya kalınsa blanking ayırma anında kenardan lif koparır ve her ürünün aynı noktasında pürüzlü iz kalır.
Doğru kurulum tipik olarak 0,3–0,5 mm genişlikte, ürün ağırlığına göre sayısı ayarlanmış noktalardır; ağır oluklu işlerde nokta sayısı artar, hafif kartonda azalır.
- Az nick erken kopma, çok nick kenarda lif kopması demektir.
- Blanking işlerinde nick tipik olarak 0,3–0,5 mm aralığında tutulur.
- Nokta sayısı ürün ağırlığı ve malzeme türüne göre ayarlanır.
Yerleşim ve ön ayırma istifle birlikte planlanır
İstif kalitesi tek ürünün değil, tüm yerleşimin sonucudur. Ürünler arası boşluk, stripping (atık ayıklama) istasyonunun atıkları tam temizleyebileceği genişlikte bırakılır; blanking istasyonuna atık parçayla gelen tabaka, sütunların arasına çapak ve kırpıntı taşır.
İtici takımın ürün üzerindeki temas noktaları da simetrik dağıtılır: tek yandan iten takım ürünü döndürür ve yüz binlik tirajda birkaç derecelik dönme, paletin üstünde santimetrelik kaymaya dönüşür.
- Stripping tam çalışmadan blanking düzgün istif yapamaz.
- Ürünler arası boşluk atık ayıklamaya yetecek genişlikte bırakılır.
- İtici temas noktaları ürün üzerinde simetrik dağıtılır.
Makine ritmi ve aşınma takibi
Aynı kalıp farklı hızlarda farklı istif verir: hız arttıkça ürünün düşme süresi kısalır ve ızgara toleransının önemi büyür. Yeni kalıpta deneme vuruşları kademeli hız artışıyla yapılır ve her kademede sütun düzeni fotoğraflanır.
Aşınma da takvime bağlanır: ızgara kenarları ve itici yüzeyleri belirli vuruş aralıklarında kontrol edilir. İstifte yeni başlayan çarpıklık çoğu zaman kalıbın değil, aşınmış bir ızgara kenarının işaretidir.
- Deneme vuruşları kademeli hızla yapılır, her kademe fotoğraflanır.
- Izgara ve itici aşınması vuruş sayısına bağlı kontrol edilir.
- İstif fotoğrafı kaydı, sorunun kaynağını hızlı ayrıştırır.
Teklif için birlikte netleşen bilgiler
Dosya, malzeme, adet ve teslim beklentisi birlikte netleştiğinde teklif görüşmesi daha sakin ve hızlı ilerler.
- Güncel revizyon dosyası
- Malzeme ve adet bilgisi
- Kritik ölçü veya özel üretim notu
- Teslim beklentisi ve sevk tercihi