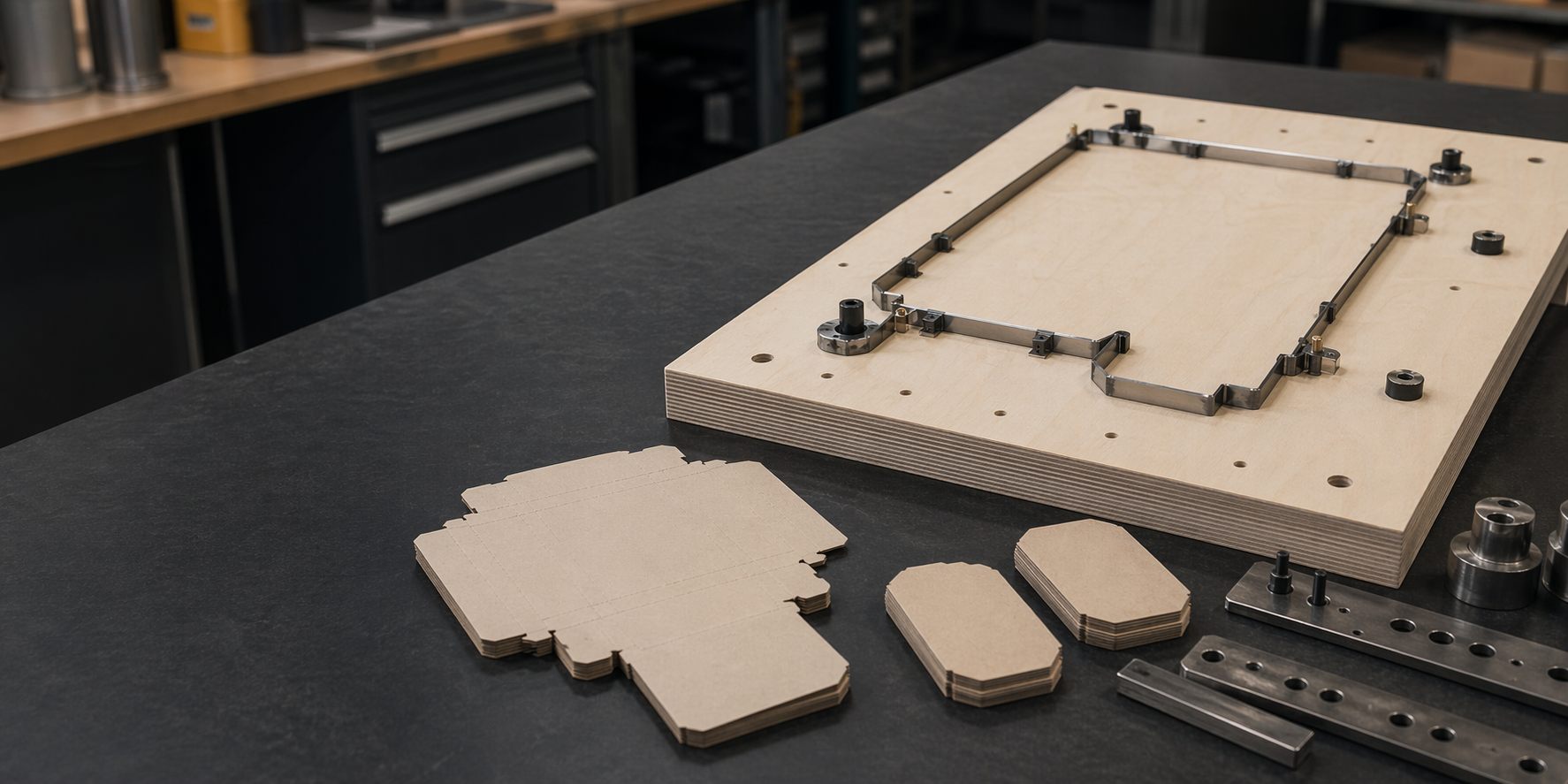
BOBST işlerinde kalıp sadece kesim formu değildir. Fire ayrımı, ürünün makinede akışı ve istif kalitesi stripping planıyla doğrudan ilişkilidir.
Fire alanı çizimde okunmalı
Ürün dışındaki atık bölgeler doğru ayrılmadığında ayıklama yavaşlar. Fire alanlarının formu, büyüklüğü ve bağlantı noktaları stripping tasarımını belirler.
- Fire bölgeleri çizimde ayrılır.
- Dar boşluklar işaretlenir.
- Tek parça ve çoklu dizilim farkı belirtilir.
Tutucu noktalar üretimi dengeler
Her atığın aynı güçle kopması beklenmez. Tutucu noktalar hem ürünün makinede taşınmasını hem de temiz ayrılmayı etkiler.
- Kopma riski olan alanlar not edilir.
- Ürün yönü belirtilir.
- Makine ve tabaka bilgisi paylaşılır.
Blanking hedefi istifi değiştirir
Ürün doğrudan istiflenecekse blanking yapısı daha hassas planlanır. Bu karar, stripping yaklaşımını da değiştirir.
- İstif beklentisi belirtilir.
- Ürünün kilitli alanları belirtilir.
- Fire çıkış yönü birlikte kontrol edilir.
Deneme ve revizyon açık olmalı
Stripping kalıplarında küçük revizyonlar büyük duruşları önleyebilir. İlk denemeden sonra görülen sorunlar çizimle eşleştirilmelidir.
- Duruş sebebi not edilir.
- Atığın kaldığı nokta fotoğrafla kaydedilir.
- Revizyon dosya üzerinden takip edilir.
Teklif için birlikte netleşen bilgiler
Dosya, malzeme, adet ve teslim beklentisi birlikte netleştiğinde teklif görüşmesi daha sakin ve hızlı ilerler.
- Güncel revizyon dosyası
- Malzeme ve adet bilgisi
- Kritik ölçü veya özel üretim notu
- Teslim beklentisi ve sevk tercihi