Contada görünüş değil, çakışma satılır: cıvata delikleri flanş desenine oturmuyorsa parça hurdadır. Delik merkezi güvenliği; ölçülendirme disiplini, esnek malzemenin kesim davranışı, kalıp kurgusu ve numune ölçüm protokolünün toplamıdır. Bu rehber dördünü de tek tek ele alıyor.
Merkez ölçüleri tek referanstan verilir
Delikler arası ölçü zincirleme verilirse — birinci delikten ikinciye, ikinciden üçüncüye — her adımın küçük sapması birikir ve son delik deseni flanştan kaçar. Doğru yöntem, bütün delik merkezlerini tek bir referans noktasından (referans delik veya referans kenar) koordinatla ölçülendirmektir.
Kritik olan merkez ölçüleri tolerans değeriyle işaretlenir: «merkezler arası 120 ±0,2 mm» gibi. Dış kontur çoğu contada daha serbest bırakılabilir; sızdırmazlık yüzeyi ve delik deseni ise pazarlıksızdır.
- Delik merkezleri zincirleme değil, tek referanstan ölçülendirilir.
- Kritik merkez ölçülerine tolerans değeri açıkça yazılır.
- Delik deseni ve sızdırmazlık yüzeyi en sıkı toleransı taşır.
Esnek malzeme kesimde davranış değiştirir
Kauçuk, keçe ve köpük kesim sırasında sıkışır, bıçak çıktıktan sonra geri yaylanır. Bu yüzden kesilen delik, bıçak çapından bir miktar farklı çıkabilir; fark malzemenin sertliğine (Shore), kalınlığına ve bıçak ağzına bağlıdır. 1 mm NBR ile 5 mm sünger aynı kalıptan aynı ölçüyü vermez.
Bu davranış kalıp yapımında telafi edilir: malzeme bilgisi — tür, kalınlık, Shore sertliği — siparişte verilirse bıçak çapı ve ağız formu buna göre seçilir. «Conta levhası» yazıp geçmek, ölçü güvenliğinden vazgeçmek demektir.
- Esnek malzeme geri yaylanır; kesilen ölçü bıçak ölçüsünden sapabilir.
- Sapma; Shore sertliği, kalınlık ve bıçak ağzına bağlıdır.
- Malzeme türü + kalınlık + sertlik siparişin zorunlu satırıdır.
Dış kontur ve delikler tek vuruşta kesilmelidir
Delikleri ayrı, dış formu ayrı operasyonda kesmek, iki operasyon arasında referans kaçıklığı üretir; parça başına değişen bu kaçıklık seri üretimde yakalanamaz. Ölçü güvenliğinin kalıp tarafındaki kuralı basittir: dış kontur ve bütün delikler aynı kalıpta, tek vuruşta kesilir.
Tek kalıpta toplanamayan büyük veya çok katmanlı işlerde ise iki operasyon ortak bir dayama/pim referansıyla bağlanır ve ilk parçada delik-kontur ilişkisi ölçülerek doğrulanır.
- Delikler ve dış kontur aynı kalıpta, tek vuruşta kesilir.
- Ayrı operasyon zorunluysa ortak pim/dayama referansı kullanılır.
- İlk parçada delik-kontur ilişkisi ölçülerek kayda geçilir.
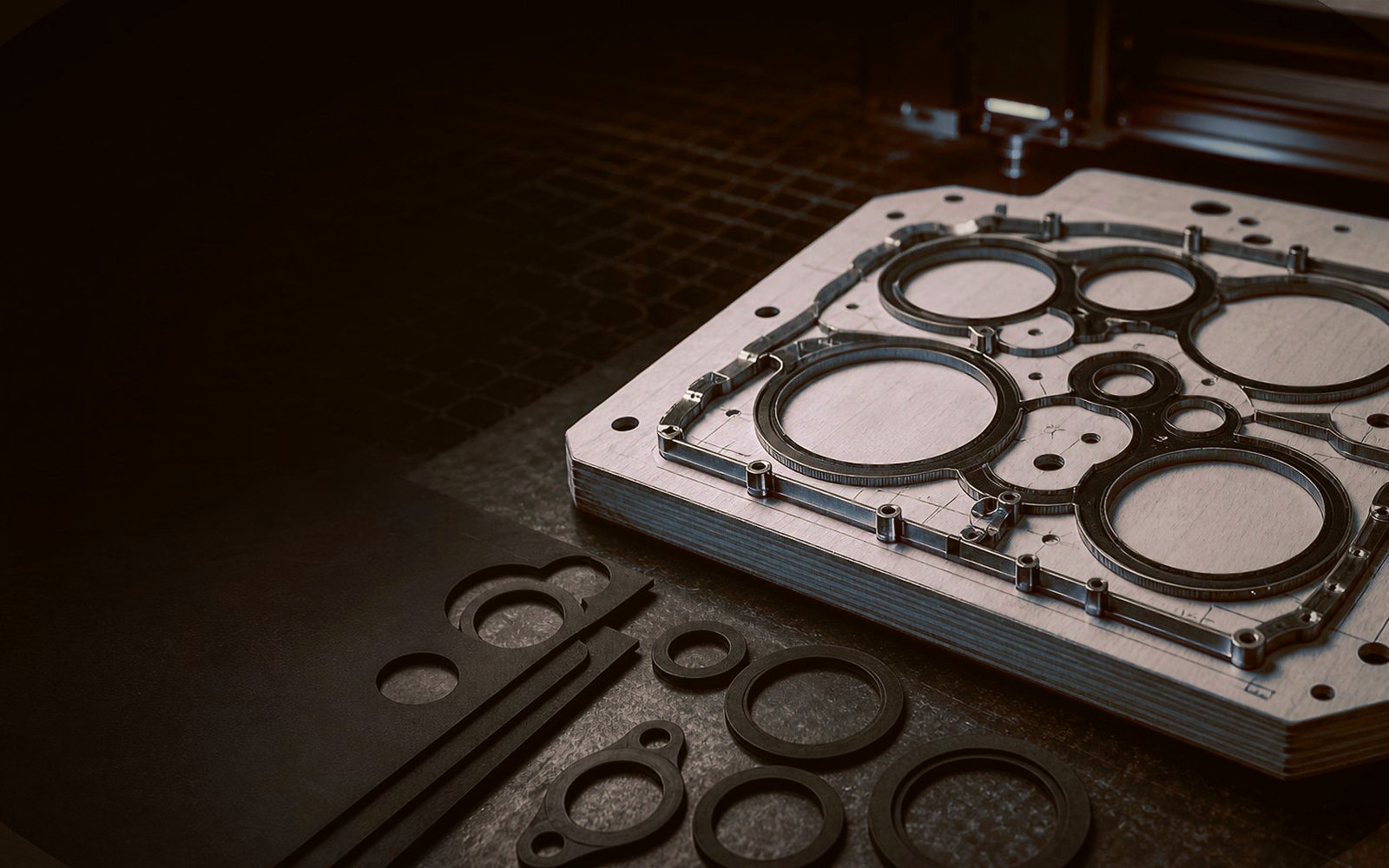
Numune ölçüm protokolü: serbest hâlde ve flanşta
Numune iki şekilde kontrol edilir: önce serbest hâlde kumpasla — delik çapları, merkezler arası mesafeler, dış kontur — sonra mümkünse gerçek flanş üzerinde cıvatalar takılarak. Esnek malzemede flanş denemesi belirleyicidir; kumpas ölçüsü doğru görünürken delik deseni montajda zorlayabilir.
Ölçüm sonuçları nokta nokta kaydedilir ve onaylı çizimle birlikte arşivlenir. Malzeme lotu veya tedarikçisi değiştiğinde aynı protokol kısaca tekrarlanır; geri yaylanma davranışı lottan lota değişebilir.
- Önce kumpasla serbest ölçüm, sonra flanş üzerinde montaj denemesi.
- Ölçüm sonuçları nokta nokta, çizimle birlikte arşivlenir.
- Lot veya tedarikçi değişiminde protokol kısaca tekrarlanır.
Teklif için birlikte netleşen bilgiler
Dosya, malzeme, adet ve teslim beklentisi birlikte netleştiğinde teklif görüşmesi daha sakin ve hızlı ilerler.
- Güncel revizyon dosyası
- Malzeme ve adet bilgisi
- Kritik ölçü veya özel üretim notu
- Teslim beklentisi ve sevk tercihi