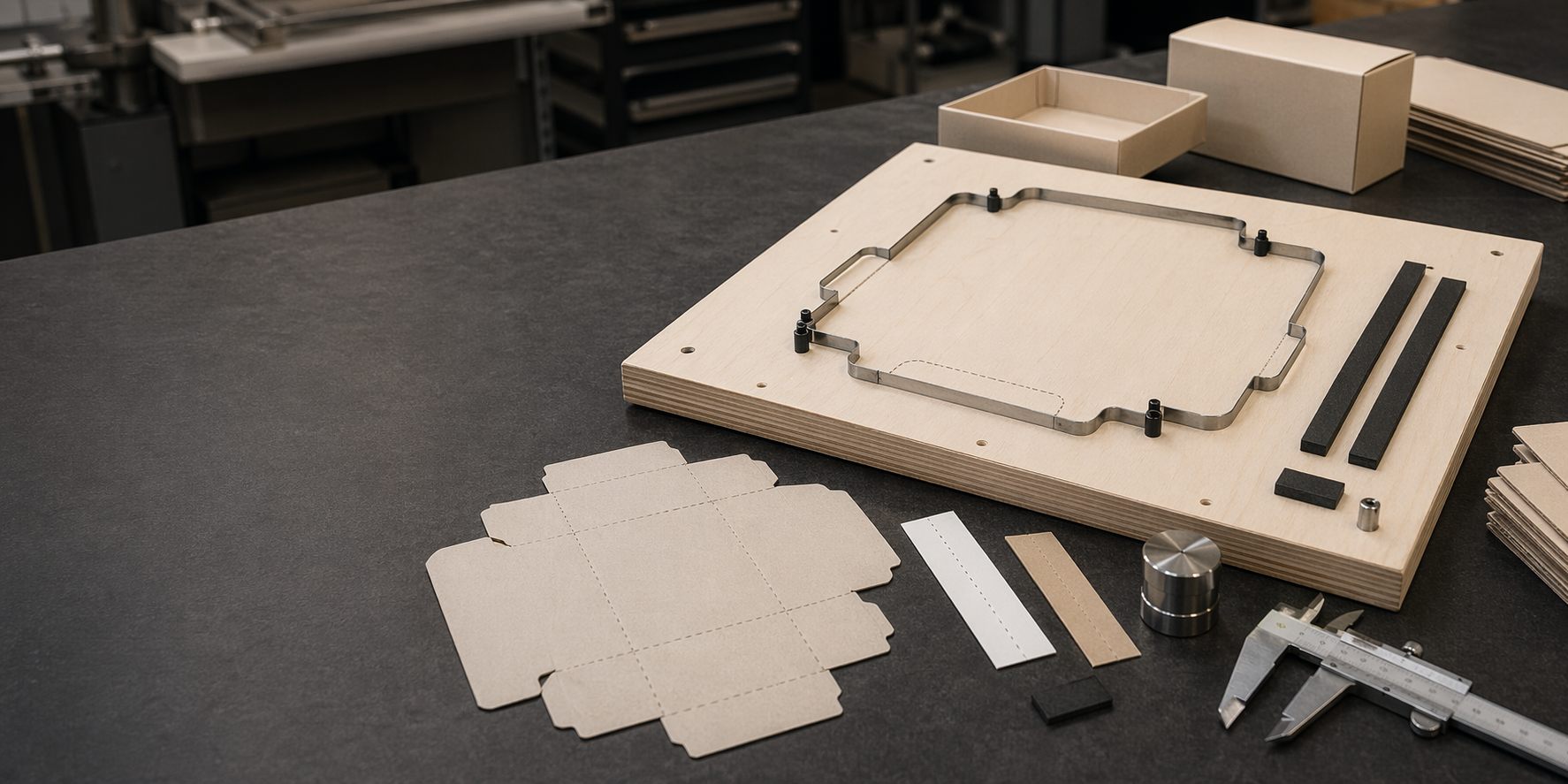
A carton die does more than cut the outside shape; it defines how the product folds. Rule height, crease line, channel and board gsm are considered together.
Cut lines separate, crease lines carry the form
The cut line releases the carton shape, while the crease line creates folding memory. If one works and the other is weak, the box can fail in use.
- Separate colors are used for cut and crease.
- Folding direction is stated.
- Critical flap points are marked.
Board gsm changes channel decisions
Thin and thick boards need different creasing behavior. Without gsm and grain direction, creasing can crack or fold weakly.
- Board gsm is written.
- Grain direction is stated when known.
- Lamination is mentioned.
Rubbering helps clean release
Rubbering controls how the product leaves the die. Poor rubbering can overpress the sheet or hold parts in the die.
- Rubber pressure is checked in narrow areas.
- Waste zones are reviewed separately.
- Machine type is mentioned.
Sample folding is the final test
Even with a correct drawing, the first folded sample is checked for flaps, locks and crease behavior before a run begins.
- The first sample is folded and reviewed.
- Flap closure is checked.
- Crease revision is requested when needed.
Quote details we clarify together
When the file, material, quantity and deadline are clear, the quote conversation moves faster and with less back-and-forth.
- Current revision file
- Material and quantity details
- Critical dimensions or production notes
- Deadline expectation and delivery preference