A gasket sells alignment, not looks: if the bolt holes do not land on the flange pattern, the part is scrap. Hole-centre safety is the sum of dimensioning discipline, the cutting behaviour of flexible materials, the die construction and the sample measurement protocol. This guide covers all four.
Centre dimensions come from a single reference
If hole spacings are dimensioned as a chain — first hole to second, second to third — each step’s small deviation accumulates and the final hole misses the flange. The correct method is to dimension every hole centre from one reference point (a reference hole or edge) in coordinates.
The critical centre dimensions are marked with their tolerance: “centres 120 ±0.2 mm”. On most gaskets the outer contour can stay looser; the sealing surface and the hole pattern are non-negotiable.
- Hole centres are dimensioned from one reference, never chained.
- Critical centre dimensions carry an explicit tolerance value.
- The hole pattern and sealing surface get the tightest tolerance.
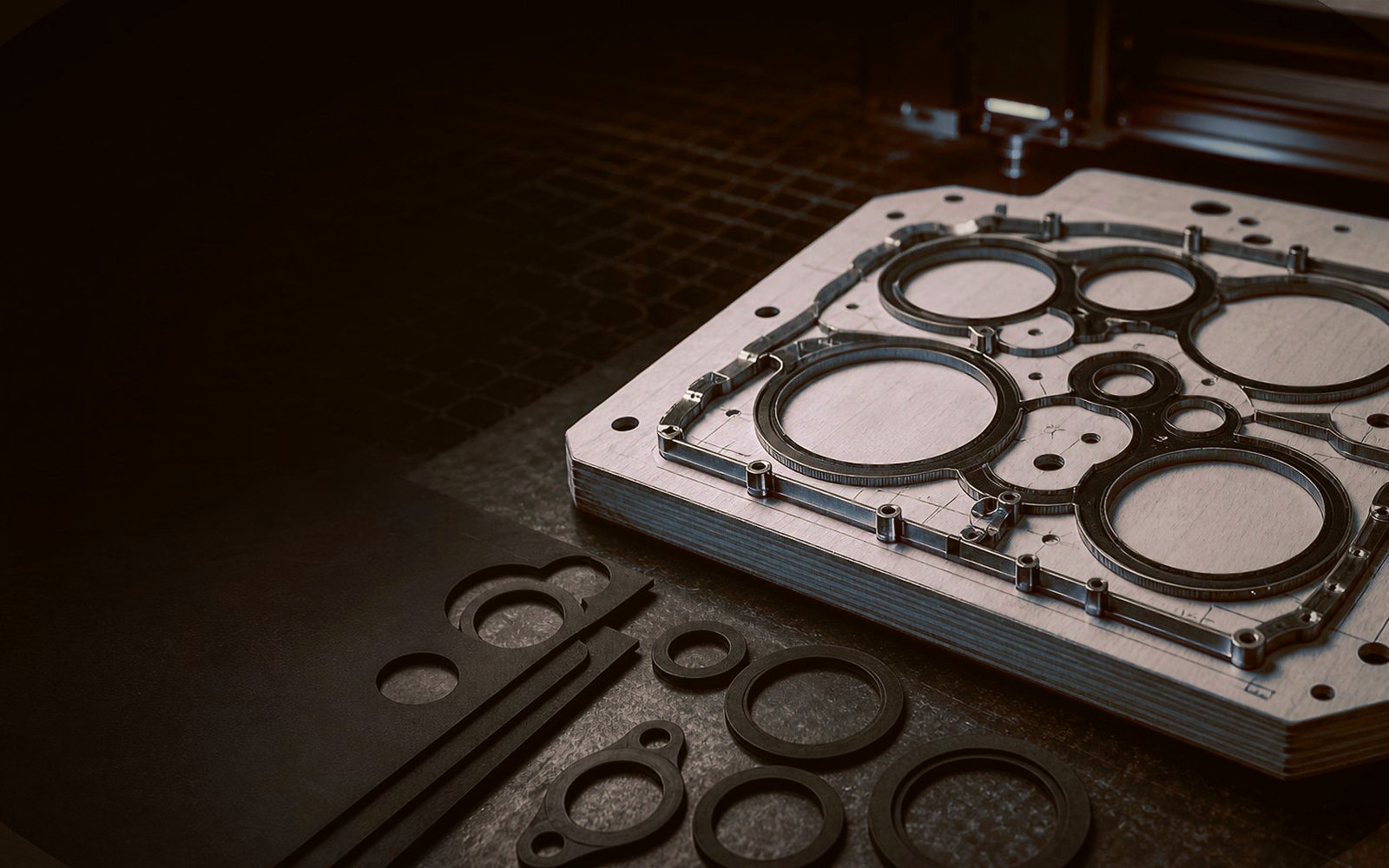
Flexible material changes behaviour under the knife
Rubber, felt and foam compress during the cut and spring back after the rule exits. A cut hole can therefore come out slightly different from the rule diameter; the deviation depends on hardness (Shore), thickness and the rule edge. 1 mm NBR and 5 mm foam do not give the same dimension from the same die.
That behaviour is compensated in die making: when the order states the material — type, thickness, Shore hardness — the rule diameter and edge form are chosen for it. Writing just “gasket sheet” means giving up on measurement safety.
- Flexible material springs back; the cut size can deviate from the rule size.
- The deviation depends on Shore hardness, thickness and rule edge.
- Material type + thickness + hardness is a mandatory order line.
Cut the outer contour and the holes in one stroke
Cutting holes in one operation and the outer shape in another creates a reference offset between the two — an offset that changes per part and cannot be caught in a production run. The die-side rule for measurement safety is simple: outer contour and all holes are cut in one die, in one stroke.
On large or multi-layer jobs that cannot fit one die, the two operations are tied to a shared pin or fence reference, and the hole-to-contour relationship is measured on the first part.
- Holes and outer contour are cut in one die, in one stroke.
- If separate operations are unavoidable, use a shared pin/fence reference.
- Measure and record the hole-to-contour relationship on the first part.
The sample protocol: free-state and on the flange
The sample is checked twice: first free-state with callipers — hole diameters, centre distances, outer contour — then, where possible, on the real flange with bolts inserted. On flexible material the flange trial is decisive: calliper readings can look right while the hole pattern still fights the assembly.
Results are recorded point by point and archived with the approved drawing. When the material lot or supplier changes, the protocol is briefly repeated — spring-back behaviour can shift from lot to lot.
- Calliper measurement first, then a bolt-up trial on the real flange.
- Results are archived point by point with the approved drawing.
- A lot or supplier change triggers a short repeat of the protocol.
Quote details we clarify together
When the file, material, quantity and deadline are clear, the quote conversation moves faster and with less back-and-forth.
- Current revision file
- Material and quantity details
- Critical dimensions or production notes
- Deadline expectation and delivery preference