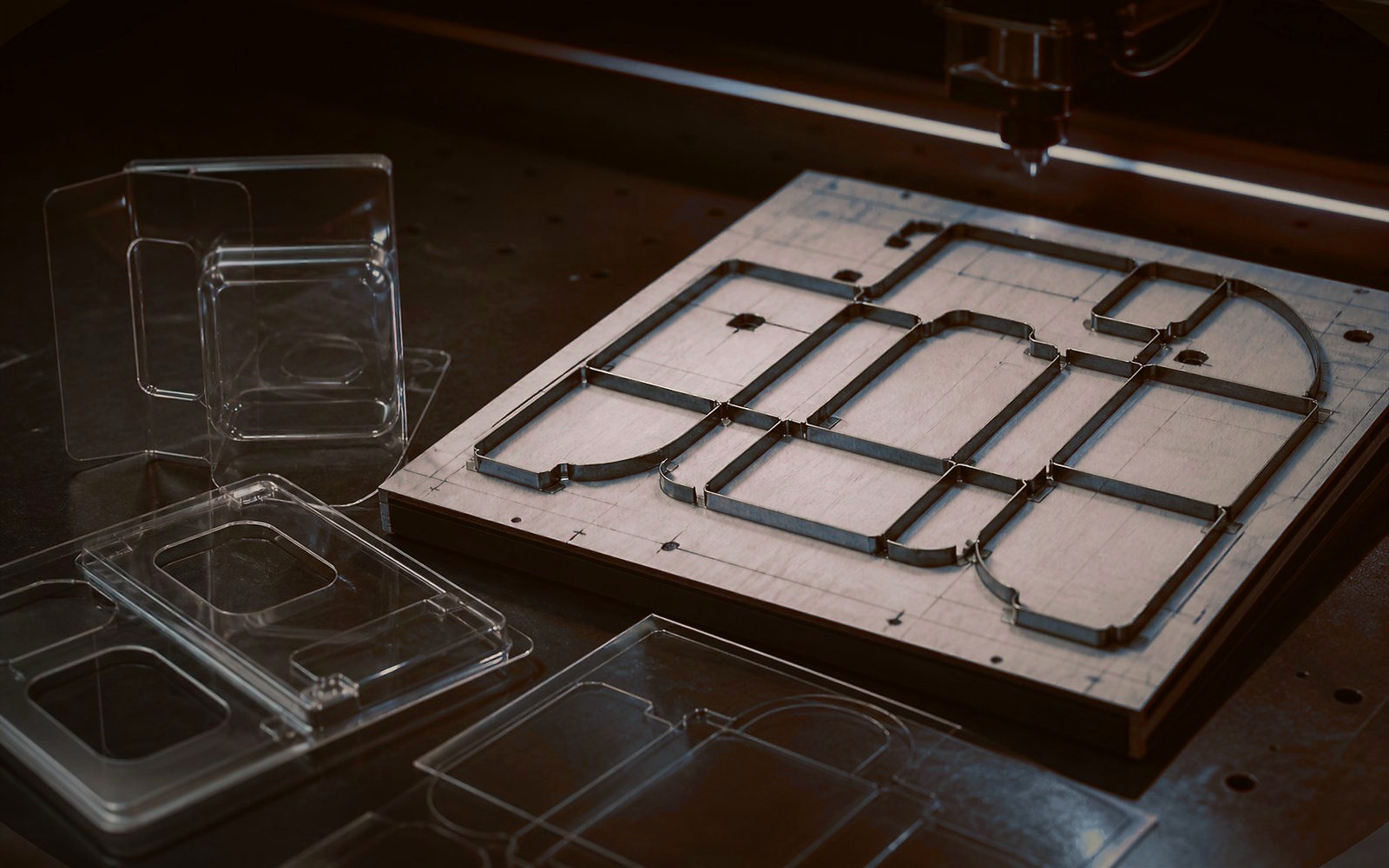
Carton cutting forgives mistakes; PVC, PET and acetate do not. In plastic film, a sharp inner corner is the starting point of a crack that appears weeks after a cut that looked clean. This guide explains why corner radius, rule form and sample testing are a separate discipline on plastic work.
In plastic, the crack starts at the corner
PVC, PET and acetate are homogeneous materials that store stress, unlike fibrous board. A sharp inner corner concentrates the cutting stress at a single point; the crack starts there and quietly grows in use — folding, transport, cold storage.
The critical part: the crack is usually invisible on the cutting table. A box that looks sound at sample approval splits on the customer’s shelf. On plastic work, corner design is a durability decision, not an aesthetic one.
- Plastic stores stress; a sharp inner corner is where the crack begins.
- The crack appears in use, growing silently after the cut.
- Corner design on plastic is durability, not styling.
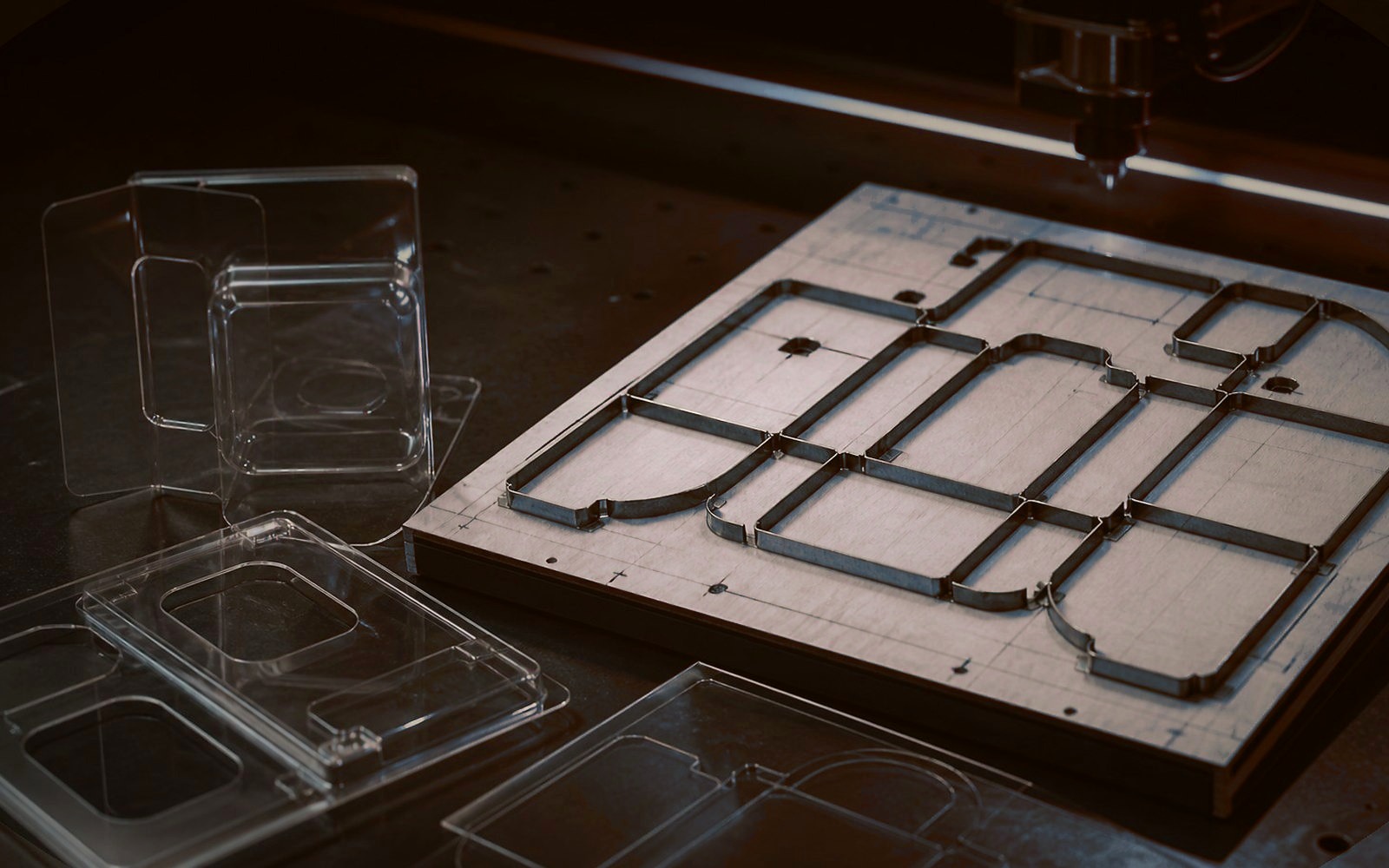
The radius rule: sharp corners are rounded, not drawn
The practical rule is simple: every inner corner on plastic work gets a radius. The lower bound follows the caliper: even on thin film, stay above 0.5–1 mm; on thick sheet, keep the radius at least 1–2 times the material thickness. Outer corners are more forgiving, but a zero-radius outer corner still shortens rule life.
Details that look like they “need” a sharp corner usually become both producible and visually identical with a 0.5 mm radius — and any corner in doubt is a question for the workshop, not a guess.
- Every inner corner on plastic gets a radius; 0.5–1 mm is the practical floor.
- On thick sheet, the radius grows to 1–2 times the caliper.
- A 0.5 mm radius is invisible to the eye and closes the cracking risk.
Rule form: a sharp angle, a clean edge, no whitening
On plastic the rule edge is ground to a sharper angle than for board: a blunt edge crushes instead of cutting and leaves stress whitening along the cut edge. That white line is visible proof of excess stress — and a declaration that the edge is a cracking candidate.
Pressure follows the same logic: the lowest pressure that cuts through completely is correct. On transparent material the cut edge is the face of the product, so edge sharpness is monitored across the run and a dulling line is renewed without waiting.
- Plastic takes a sharper-ground rule edge; a blunt edge crushes the cut.
- Stress whitening along the edge is the visible sign of excess stress.
- On transparent work, rule sharpness is tracked through the whole run.
Plastic samples are tested twice: the cut, then the use
A plastic sample is never approved on dimensions alone. Stage one checks the cut: edge cleanliness, whitening, incipient corner cracks. Stage two simulates use: fold lines are worked, the box is erected, and ideally the sample rests for days in the product’s real environment — cold chain, a sunlit display.
When the material supplier or lot changes, the test is repeated: two PVCs with the same name can carry different additive ratios and crack differently.
- First the cut edge and corners, then folding and a use test.
- Resting the sample in the real storage environment makes the result reliable.
- A lot or supplier change on plastic always triggers a re-test.
Quote details we clarify together
When the file, material, quantity and deadline are clear, the quote conversation moves faster and with less back-and-forth.
- Current revision file
- Material and quantity details
- Critical dimensions or production notes
- Deadline expectation and delivery preference