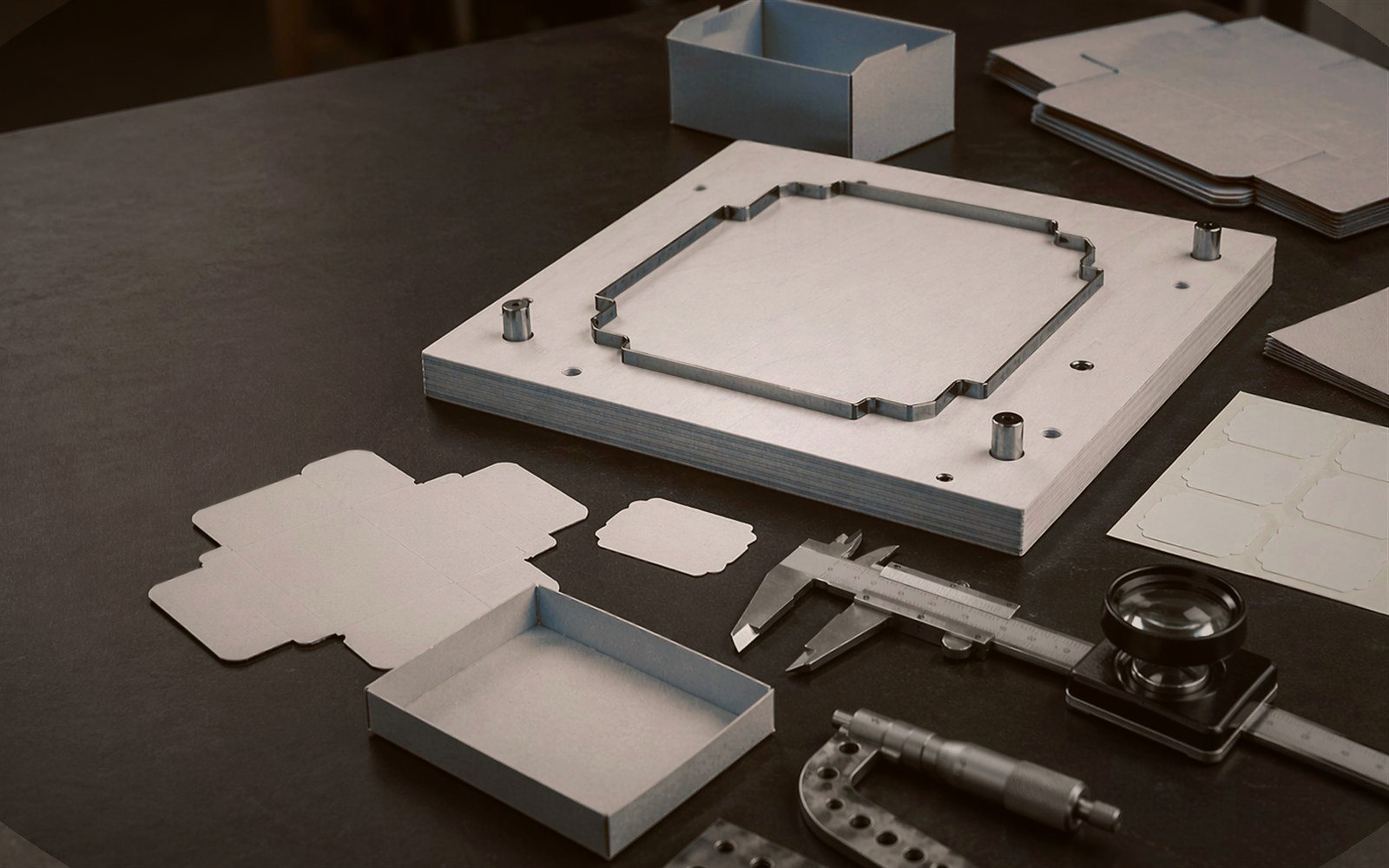
In corrugated die cutting, the same die can behave differently when flute direction changes. Drawing and material details are read together.
Flute direction drives crushing risk
Cut and crease lines meet different resistance depending on flute direction. The wrong direction can cause crushing and weak folds.
- Flute direction is shown in the drawing.
- Material type is stated.
- Critical fold lines are marked.
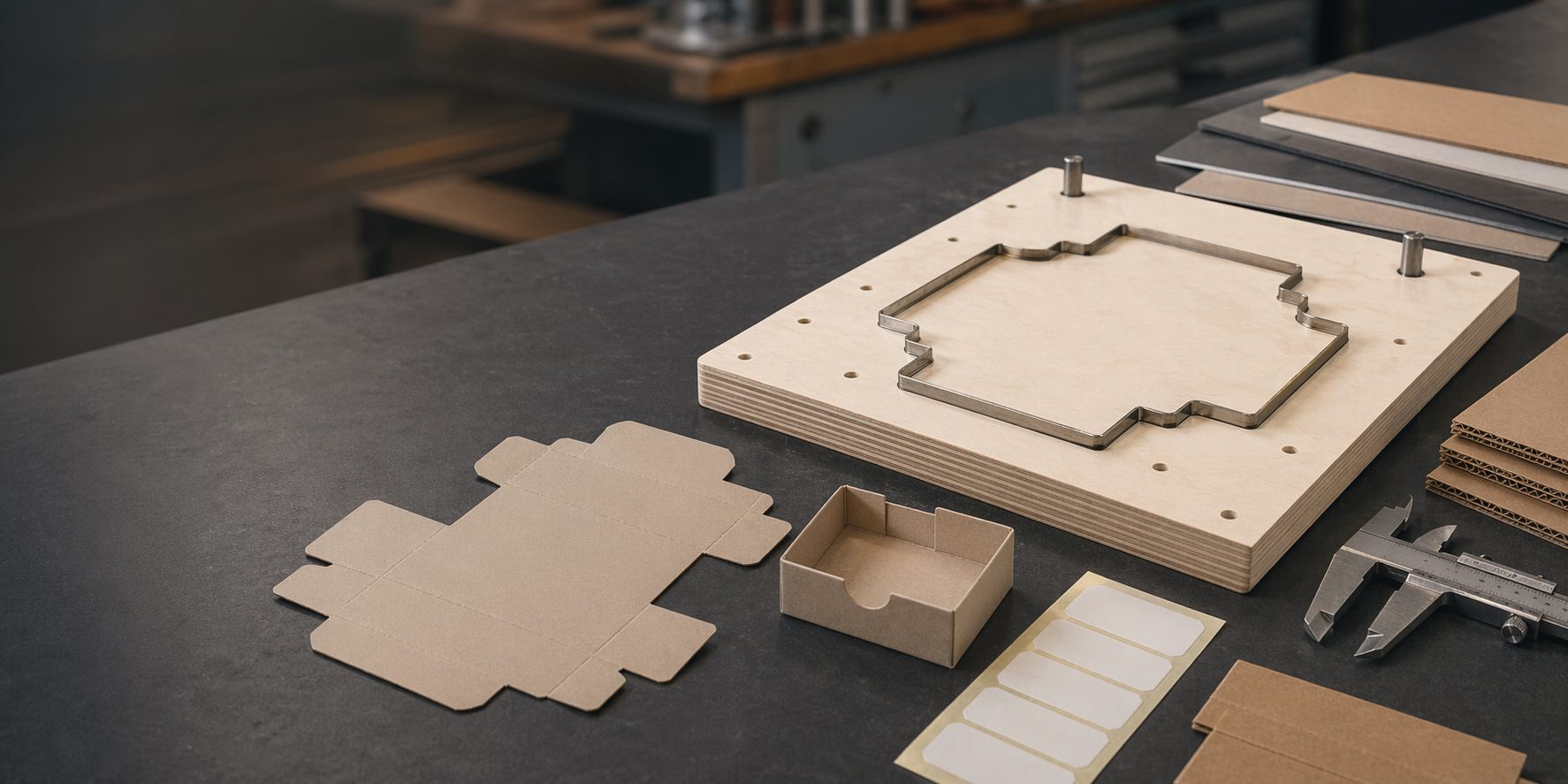
Creasing works with the flute structure
Corrugated board does not crease like flat carton. Channel and pressure decisions should follow flute type.
- E, B or C flute data is shared.
- Folding direction is written.
- Sample checks are planned.
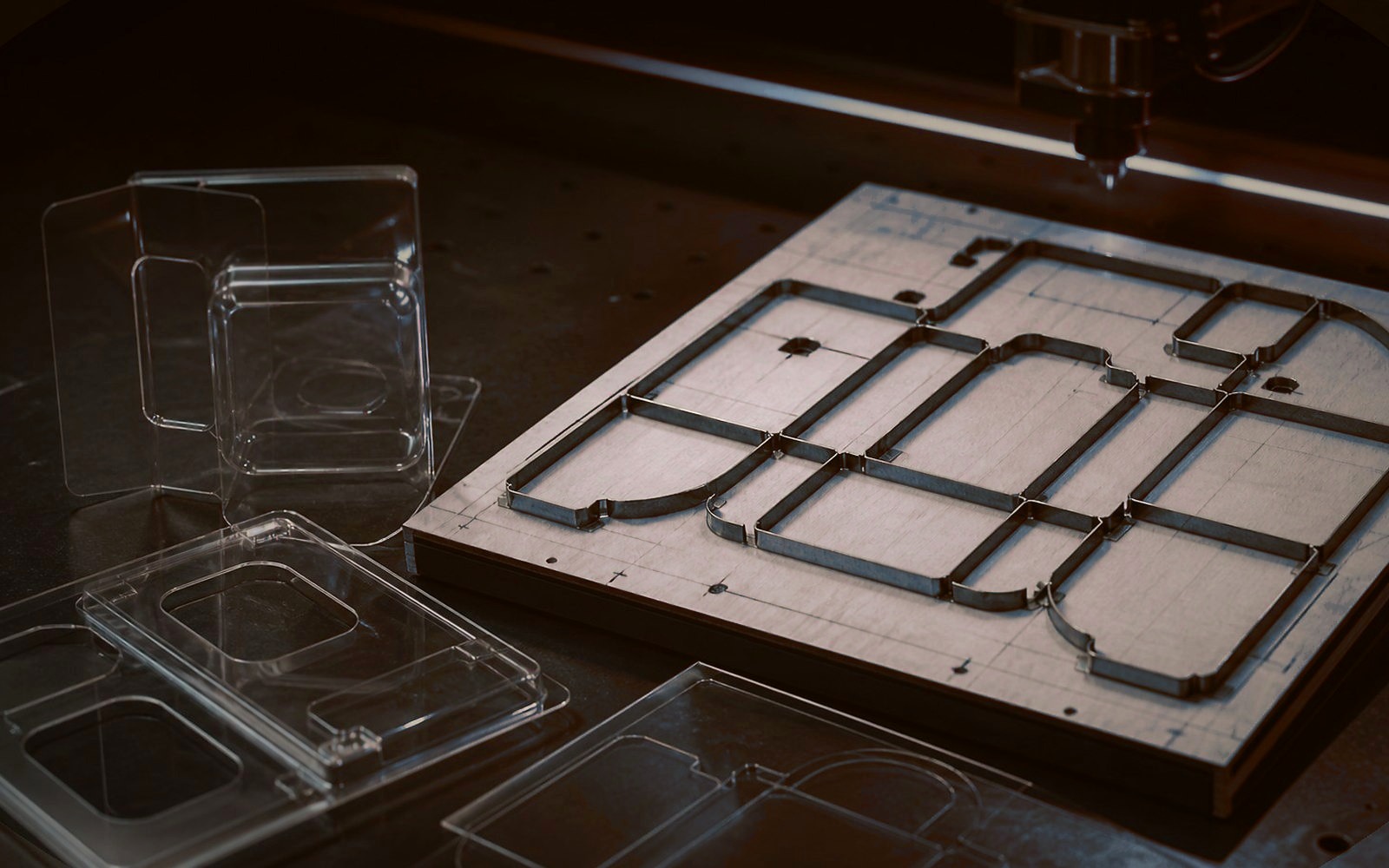
Rubbering affects product release
Waste and product areas can release with different stiffness. Too much rubber pressure can increase crushing.
- Waste zones are separated.
- Narrow parts are marked.
- Machine pressure is noted.
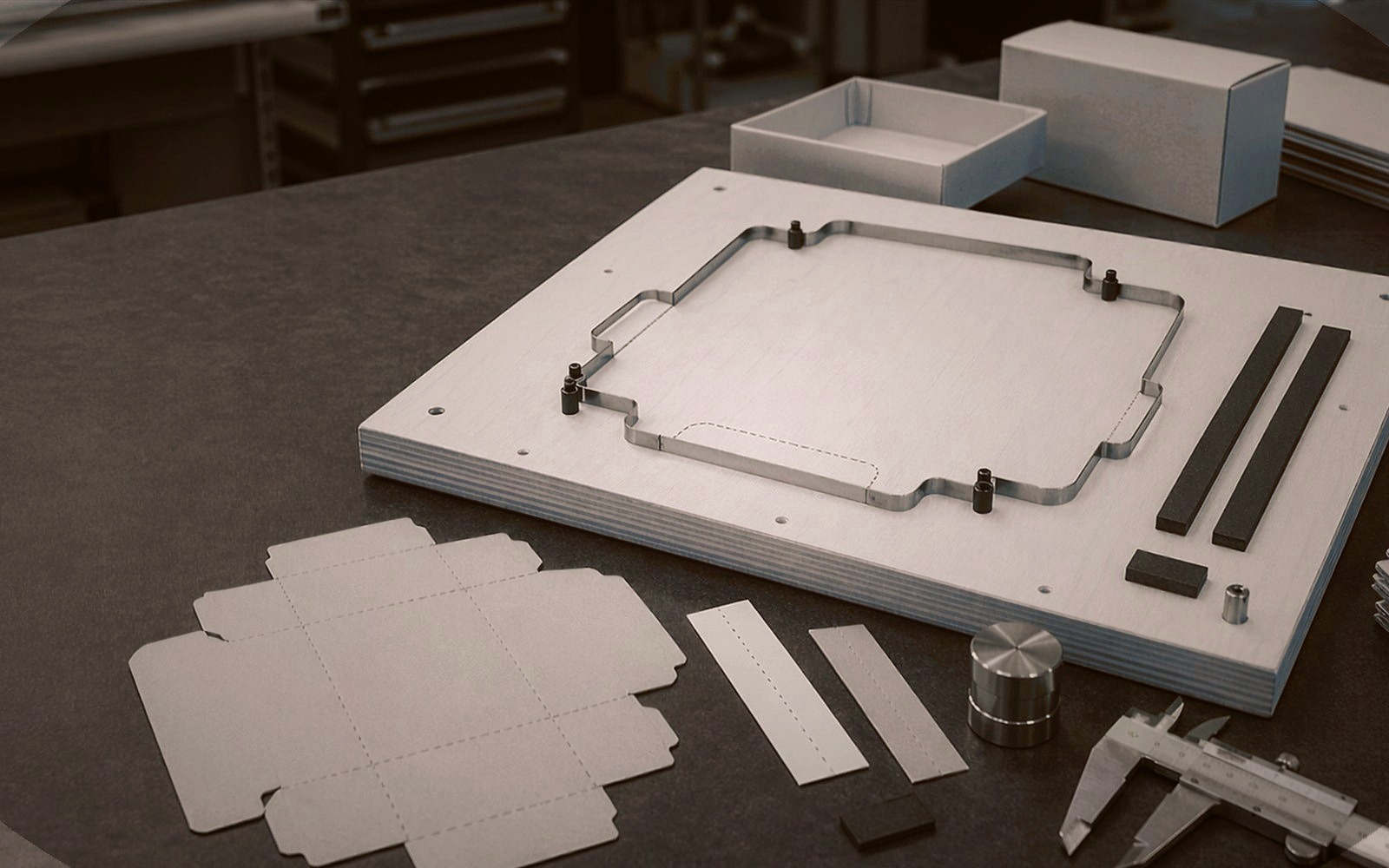
Printed and laminated board needs extra review
Printed or laminated corrugated board can crack or mark more easily. Visual quality is considered with tooling choices.
- A photo of the printed surface is added.
- Lamination is mentioned.
- Edge marks are checked on the first sample.
Quote details we clarify together
When the file, material, quantity and deadline are clear, the quote conversation moves faster and with less back-and-forth.
- Current revision file
- Material and quantity details
- Critical dimensions or production notes
- Deadline expectation and delivery preference