Brand teams usually judge packaging through the graphic layer: colour, logo, typography. But the customer does not see the box first, they feel it — how the lid closes, how the corner sits in the hand, how "put together" the box feels the first time it opens. That feeling comes from the die, not the print. Decisions made at the box design and dieline stage shape brand perception as much as the graphics do; this guide covers which die decisions the buying side should track.
Graphic design is only half the box
The first impression of a box comes from two layers: the print on top and the structure underneath. However good the print looks, if the lid closes crooked, a corner is caved in, or the box sits slightly skewed on a table, the eye reads that as carelessness. That is usually blamed on the print run, but the cause is often an imbalance between the cutting and creasing in the die.
The die builds the box's skeleton; the graphics sit on top of that skeleton. That is why brand teams should approve a die sample not only by asking "is the dimension right" but also by checking how the box behaves once closed. Does the sample sit flat on a table, does the lid pop open on its own, is the corner sharp or rounded as intended — these are die decisions, and they show up directly in brand perception.
- First impression is the sum of print and structure; a structural flaw reads as carelessness.
- The die is the box's skeleton; graphics sit on top of it.
- Sample approval should also check how the box sits, closes and opens, not only dimensions.
Corner and closure detail create a "premium" feel
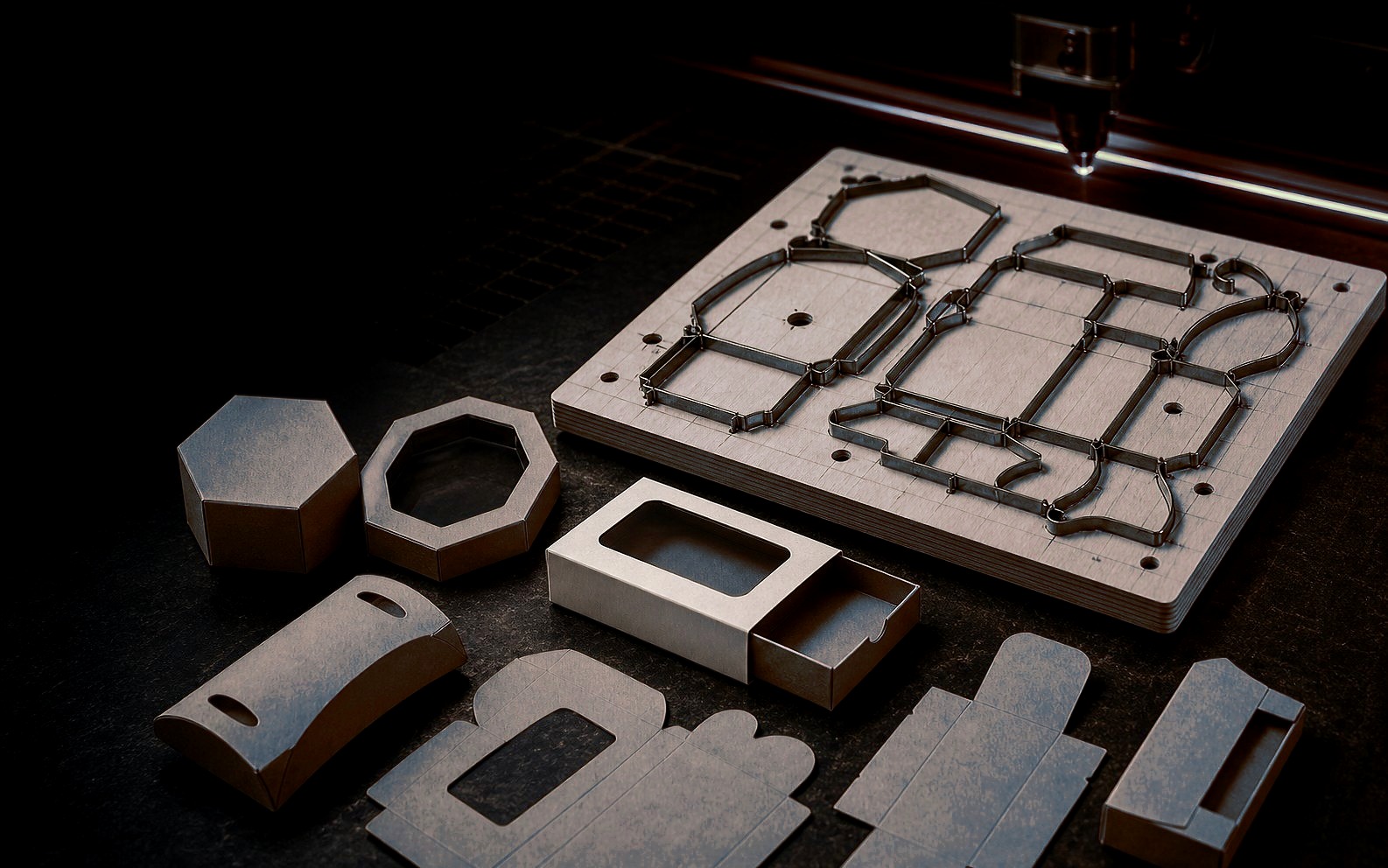
In cosmetics, accessories and gift packaging, corner radius and lid seating can create a "premium" feel far more cheaply than upgrading the board itself. A crisp, cleanly cut corner; a lid that closes with a slight but not forced resistance; a product that lands dead-centre when the box opens — all of this comes from the rule form and crease allowance being calculated correctly in the die.
The reverse is also true: many boxes that look cheap are actually made from expensive board, but because the die allowances were miscalculated the corner gapes, the lid loosens, or the box sits crooked on a table. Brands often read this as a "material problem" and try a heavier board, but that does not fix the root cause — the geometry in the die.
- Corner radius and lid resistance create a "premium" feel independent of the material.
- Wrong die allowances make a box sit crooked; this is often mistaken for a material issue.
- Correct die geometry can make even an inexpensive material look put-together.
Consistency on the shelf and in the hand
A box can look great in a single sample and still fall apart in a full production run. The usual causes are rule wear, crease depth drifting, or allowances not being re-checked across different board batches. What matters to a brand is not one beautiful sample but every box in a run of a thousand closing the same way.
That consistency depends on maintaining the die and choosing the right steel; a well-kept die can hold its original sharpness through hundreds of runs. On repeat orders, the die's storage and maintenance conditions are therefore a line item that directly affects a brand's perceived quality over time.
- What matters to a brand is not one sample but the same result repeating across a thousand units.
- Rule wear and drifting crease depth can break consistency between batches.
- Die maintenance and correct storage protect perceived consistency long-term.
What the brand side should check at sample approval
Die sign-off is usually left entirely to a technical team, but it helps if the brand or marketing side also checks a few things on the sample: does the box sit flat on a table, does the lid give a "click" feel when closed by hand, are the corners symmetrical, and if there is a window or sleeve, does it seat cleanly. None of this requires technical vocabulary — it can be checked by eye and by hand.
When these observations reach the die workshop at the sample-approval stage, small corrections can be made before full production starts. A problem caught after approval costs far less to fix than the same problem discovered after thousands of boxes have already been printed.
- The brand side can check flat seating, closure feel and corner symmetry by hand on a sample.
- Feedback given at sample approval lets a workshop fix issues cheaply before full production.
- A problem found after approval is far costlier than one found after production.
Quote details we clarify together
When the file, material, quantity and deadline are clear, the quote conversation moves faster and with less back-and-forth.
- Current revision file or box sample
- Board type, gsm, coating and quantity details
- Critical dimensions, corner or closure preference
- Deadline expectation and delivery preference