Ejection rubber is the least discussed part of a die and the one that most affects production rhythm: it pins the material as the rule enters and pushes it back as the rule exits, keeping the sheet off the knife. The wrong rubber comes back as sheet wrap, double feeds and surface marks. This guide covers hardness selection, placement rules and wear tracking.
The rubber’s job: pin first, then push
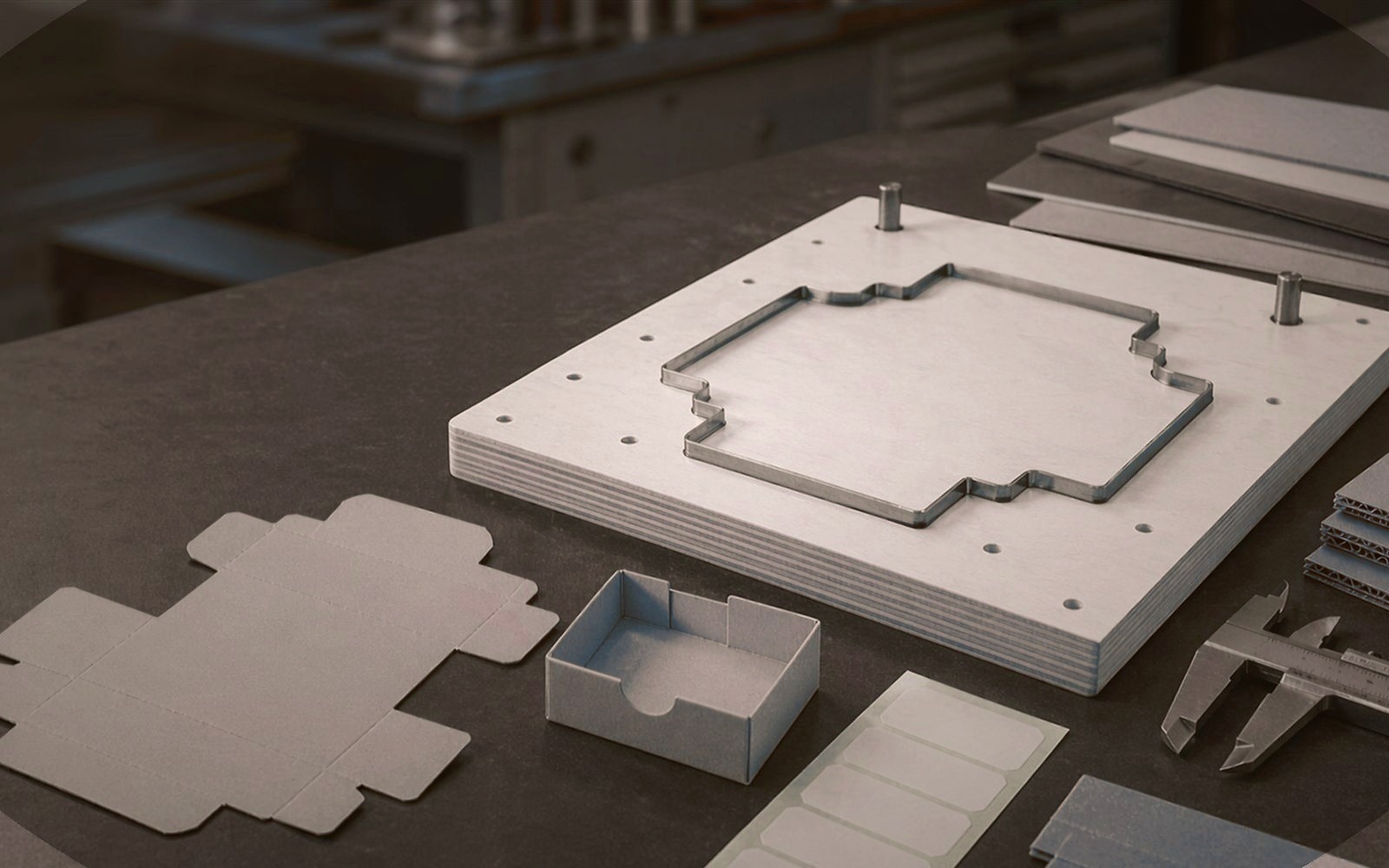
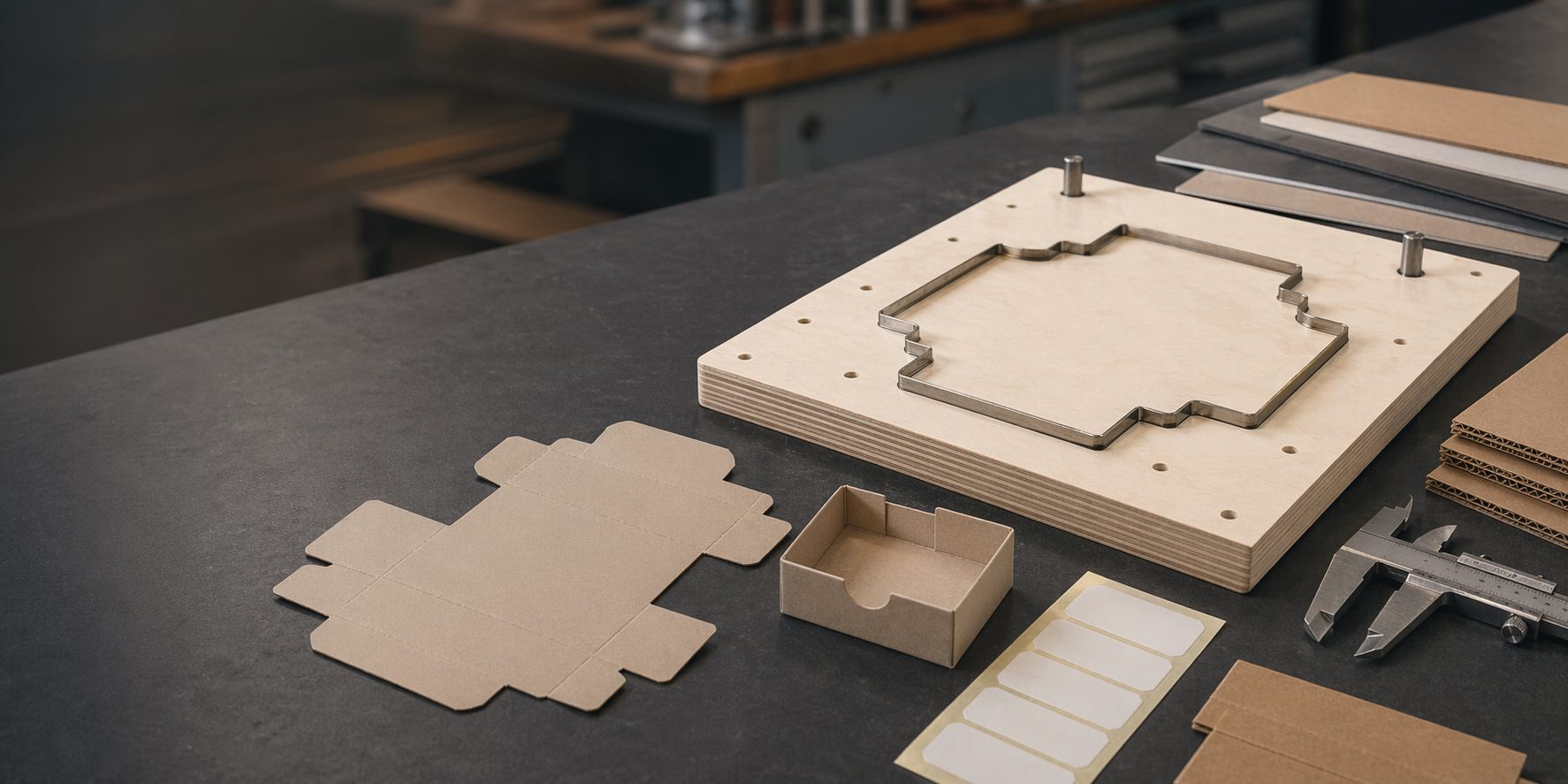
At the moment of the cut, the rubber touches the material before the rule does and locks the sheet in place; as the rule withdraws, the compressed rubber pushes the material back out. Without that double action the cut part hangs on the rule line, the sheet sticks to the die and the machine rhythm collapses.
That is why a die with missing or sparse rubber can “work” and still fail: a wrap tolerated at low speed becomes stoppages and waste at production speed.
- Rubber pins the sheet before the cut and ejects it after.
- Sparse rubbering hides at low speed and fails at production speed.
- Sheet wrap and double feeds point first at the rubbering.
Hardness selection: Shore values by zone
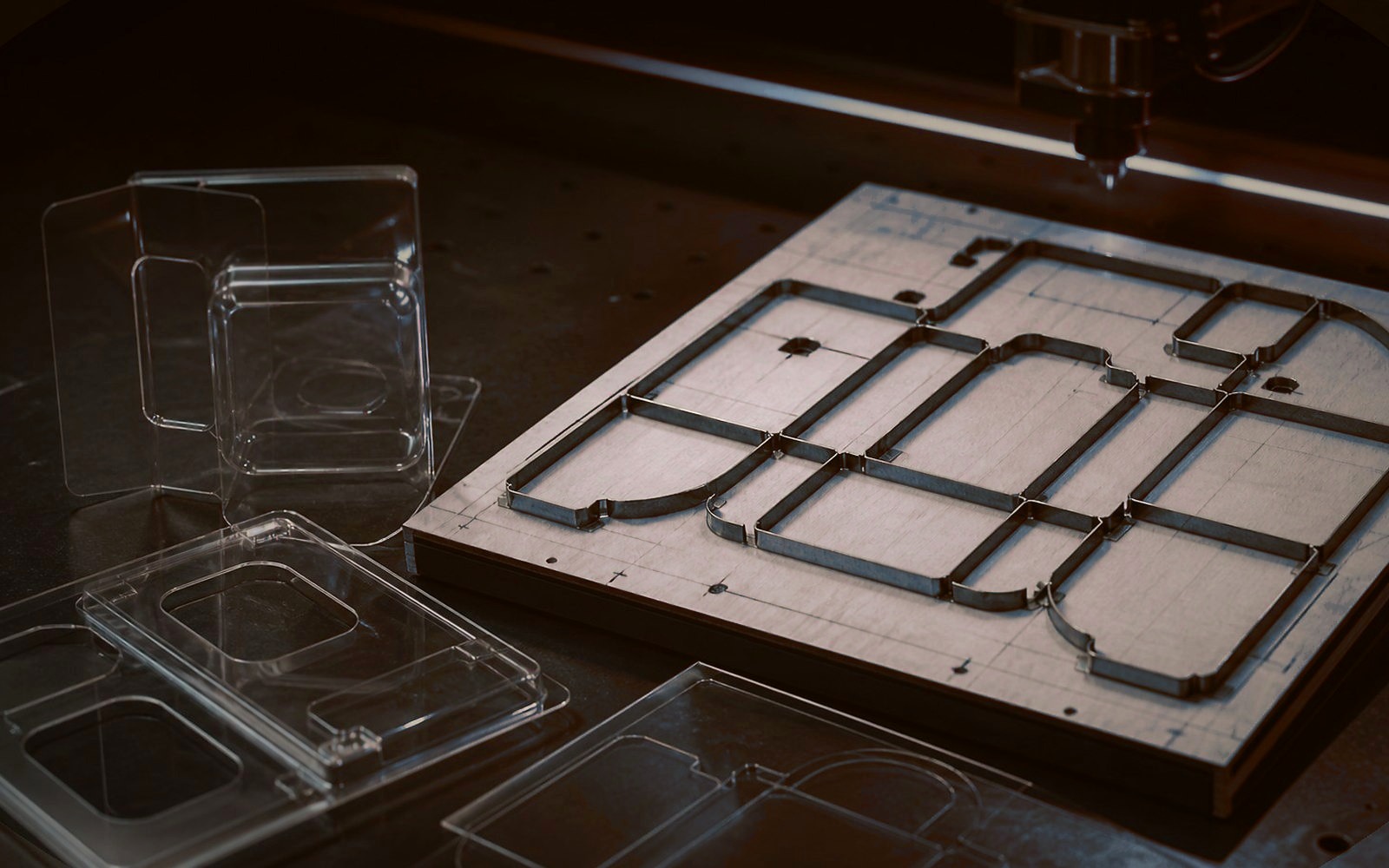
A good die never uses one rubber everywhere; hardness follows the zone. Wide open areas take soft sponge (around Shore 25–40) that pushes the sheet gently. Lines near the rule and general work balance out at medium hardness (Shore 40–60). Narrow channel edges, perforation surroundings and small windows demand harder profile rubber (Shore 60 and up) — soft rubber squeezes sideways there and stops ejecting.
Material matters too: corrugated board runs with softer, thicker rubber, while thin carton and label stock want firmer, more controlled rubber.
- Open areas get soft (≈Shore 25–40), general lines medium (40–60) rubber.
- Narrow channels and perforation zones take hard profile rubber.
- Material type and caliper are the second input to hardness choice.
Placement rules: protrusion and clearance
Rubber height is chosen so it stands typically 1.5–2 mm proud of the rule edge; that protrusion generates the pin-and-push force. It is not glued hard against the rule: a small gap is left for the compressed rubber to expand sideways, otherwise the rubber pushes the rule and distorts the cut line.
Critical lines get rubber on both sides of the rule, and small inner windows are filled completely so the cut-out cannot stay behind in the window. Around creasing lines, rubber is positioned so it cannot crush the fold impression.
- Rubber stands roughly 1.5–2 mm proud of the cutting edge.
- Leave an expansion gap at the rule; rubber must not push the rule.
- Fill small inner windows with rubber completely.
Rubber ages: wear tracking is part of die maintenance
Rubber lives a shorter life than the rule: after thousands of strokes it loses its spring, collapses and hardens. The symptoms are familiar — a job that used to release cleanly starts wrapping, rubber marks appear on the product surface, stripping gets harder.
The fix is not a new die but zone-by-zone re-rubbering. Logging which zone was renewed and when on the die card prevents surprises on the next run of the same job.
- Collapsed, hardened rubber produces wrap and surface marks.
- Rubber is renewed by zone; the die itself is not replaced.
- Re-rubbering dates are logged on the die card.
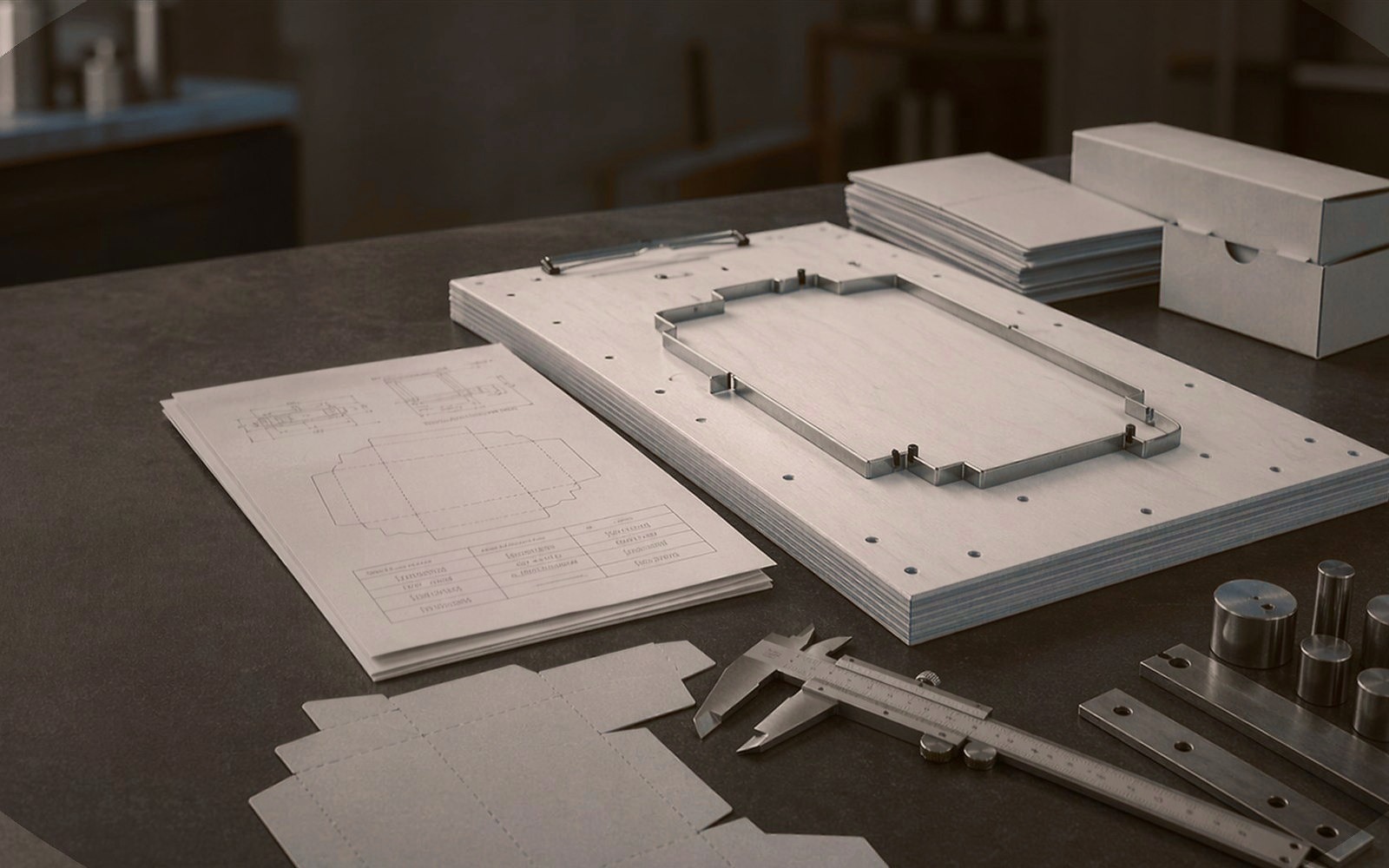
Quote details we clarify together
When the file, material, quantity and deadline are clear, the quote conversation moves faster and with less back-and-forth.
- Current revision file
- Material and quantity details
- Critical dimensions or production notes
- Deadline expectation and delivery preference