A strong die maker reveals itself in the very first exchange: they actually open and check your dieline, ask what material will be cut and on which machine, and keep tidy sample and revision records. This guide lists the four concrete quality signals to look for beyond price.
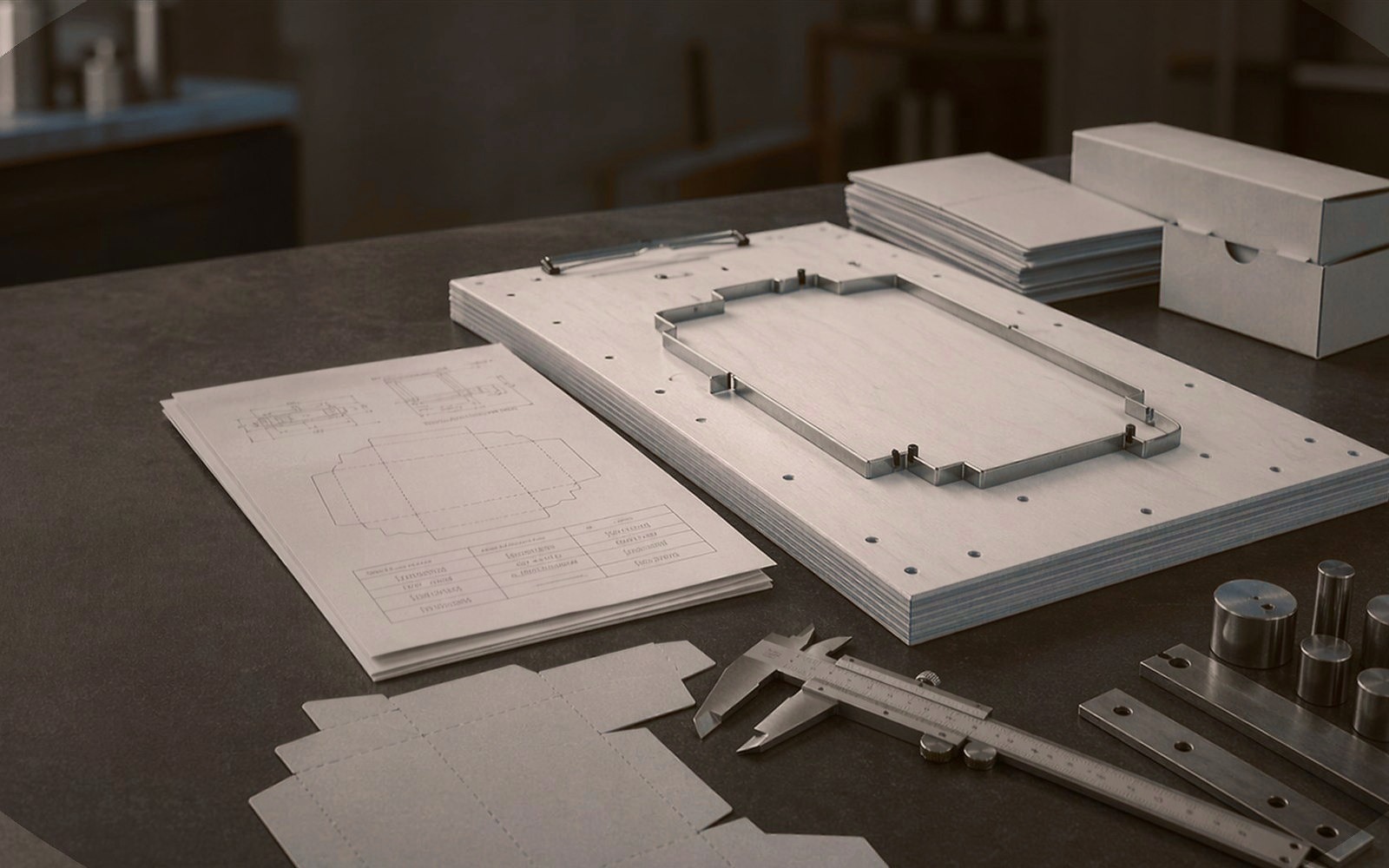
First signal: Is your drawing actually being checked?
A good workshop opens the dieline before quoting and looks for double lines, open contours, wrong measurement units and missing crease lines. A shop that returns a firm price within minutes from a low-resolution photo is skipping that check.
You can spot the check in the questions you get back. Questions like “Is this 0.5 mm gap intentional?” or “Is the inner window dimension final, or will it follow the print?” show the file was genuinely read.
- A pre-quote file check cuts revision cost before it exists.
- Measurement units and scale must be verified in every PDF, AI or DXF file.
- A “firm” price with zero questions usually means surprises in production.
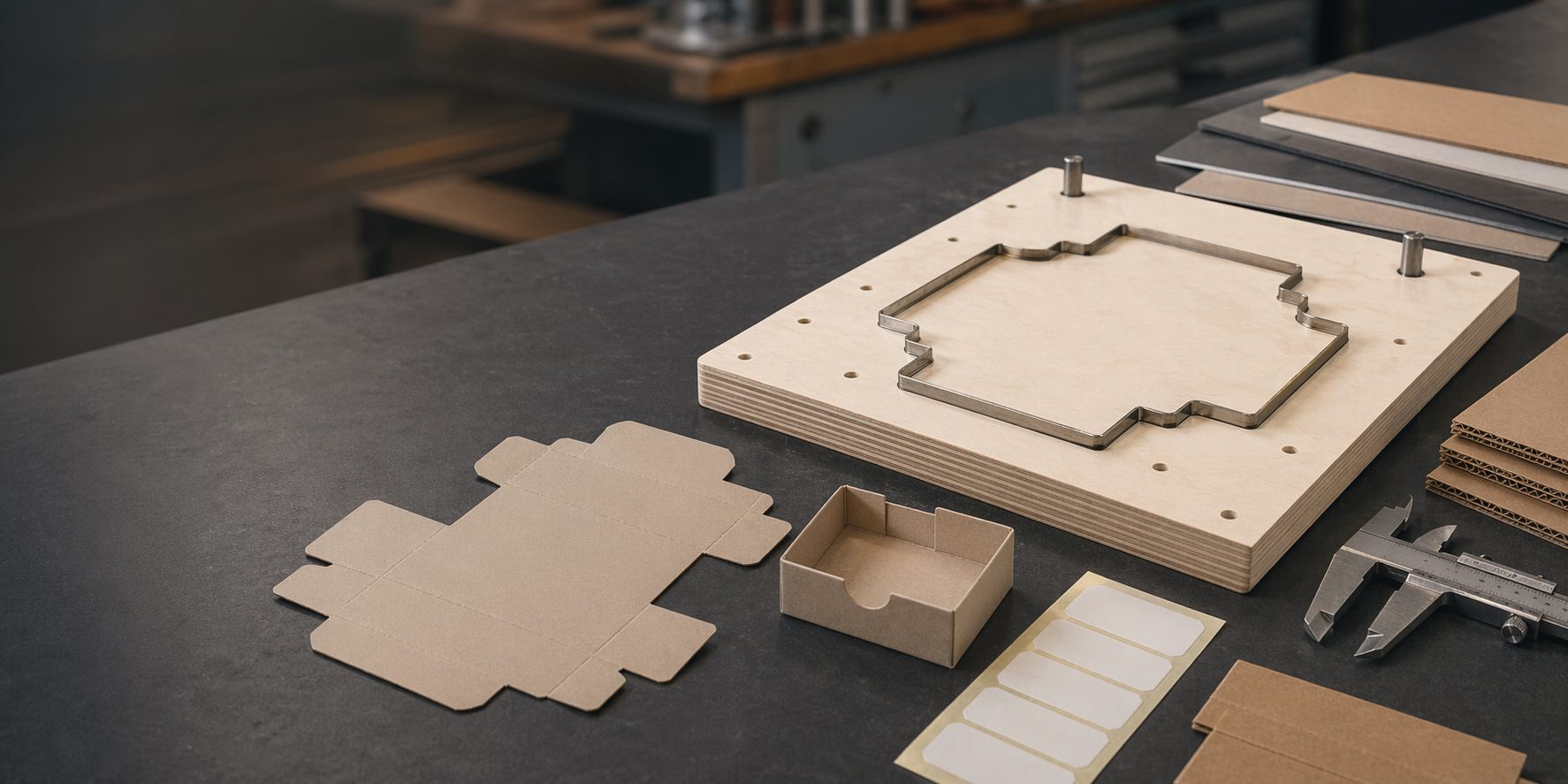
Second signal: Material and machine questions
The same drawing needs three different rule setups for 350 gsm coated board, E-flute corrugated or 0.3 mm PET. The standard 23.8 mm rule height covers most carton work, but rule thickness (2 pt / 0.71 mm or 3 pt / 1.05 mm), edge bevel and creasing rule height all change with the material.
The workshop should also ask which machine the die will run on: BOBST autoplaten lines, semi-automatic platens and hand presses expect different chase sizes and die boards. A shop that never asks builds the die on its own assumptions.
- The material type and grammage directly determine the rule selection.
- A die built without knowing the machine and chase size carries a fit risk.
- For long runs, rule durability and edge hardness deserve a separate conversation.
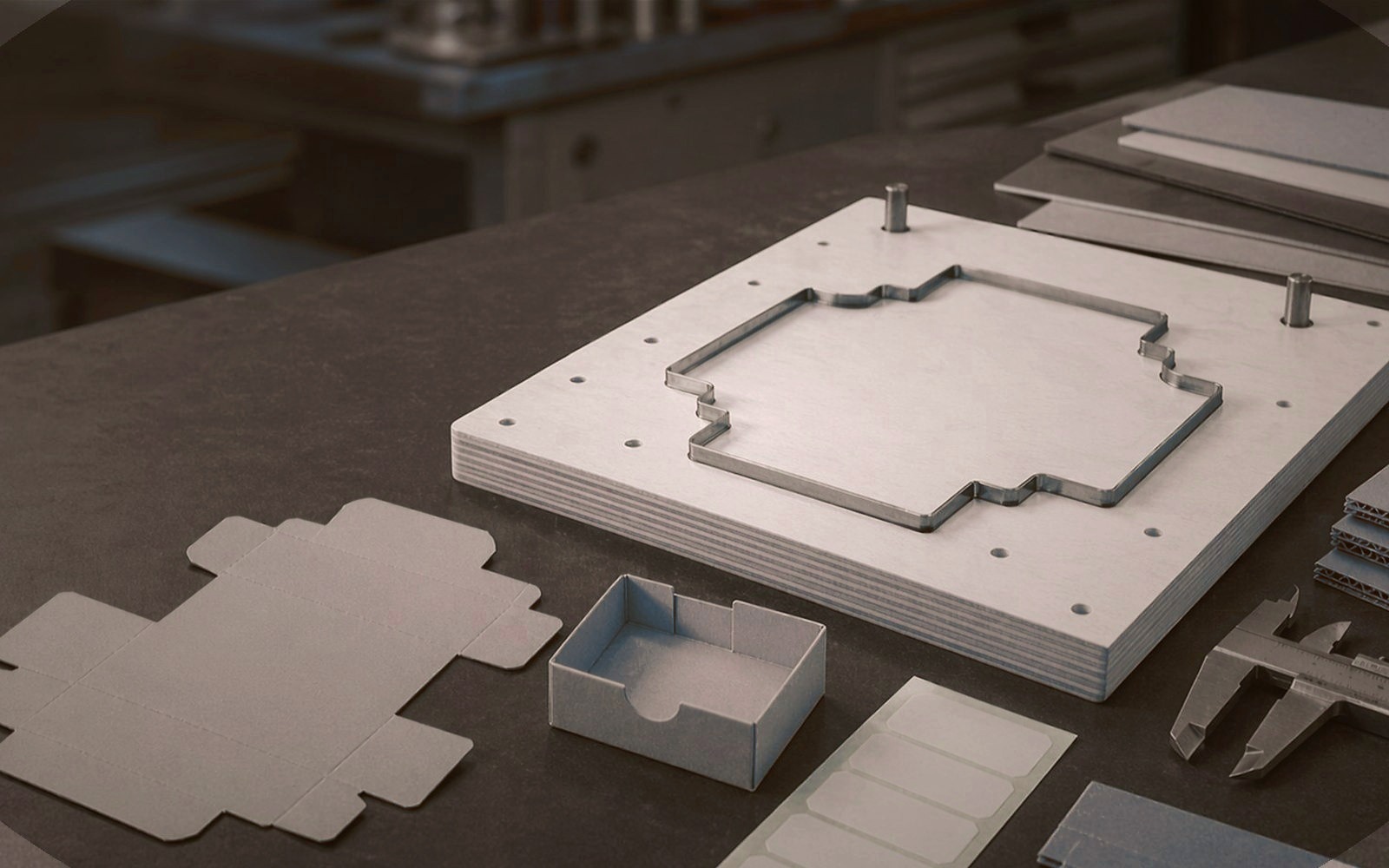
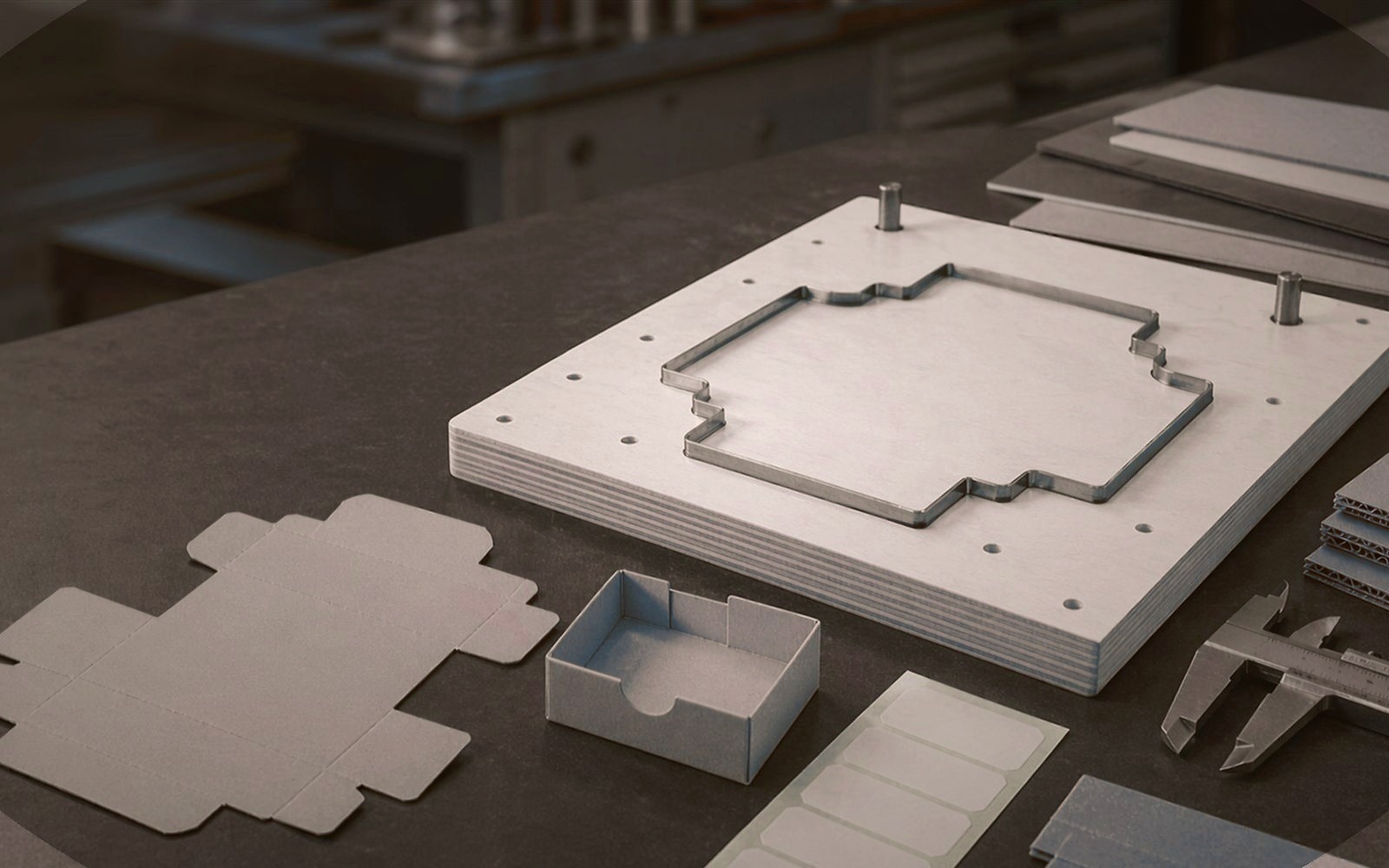
Third signal: Bending, corner and rubbering workmanship
Hand workmanship decides die life and cut cleanliness. Corner joints must close without gaps, tight radii must be bent without stressing the rule, and creasing channels must match the board grammage.
The rubbering plan is the signature of a careful workshop: soft sponge (around Shore 35–40) on open areas, harder profile rubber along narrow channels. A die with missing or careless rubbering wraps the sheet around the rule and produces waste.
- Corner joints and bend radii are the first workmanship proof you can inspect by eye.
- Rubber hardness and placement affect cutting speed and edge quality.
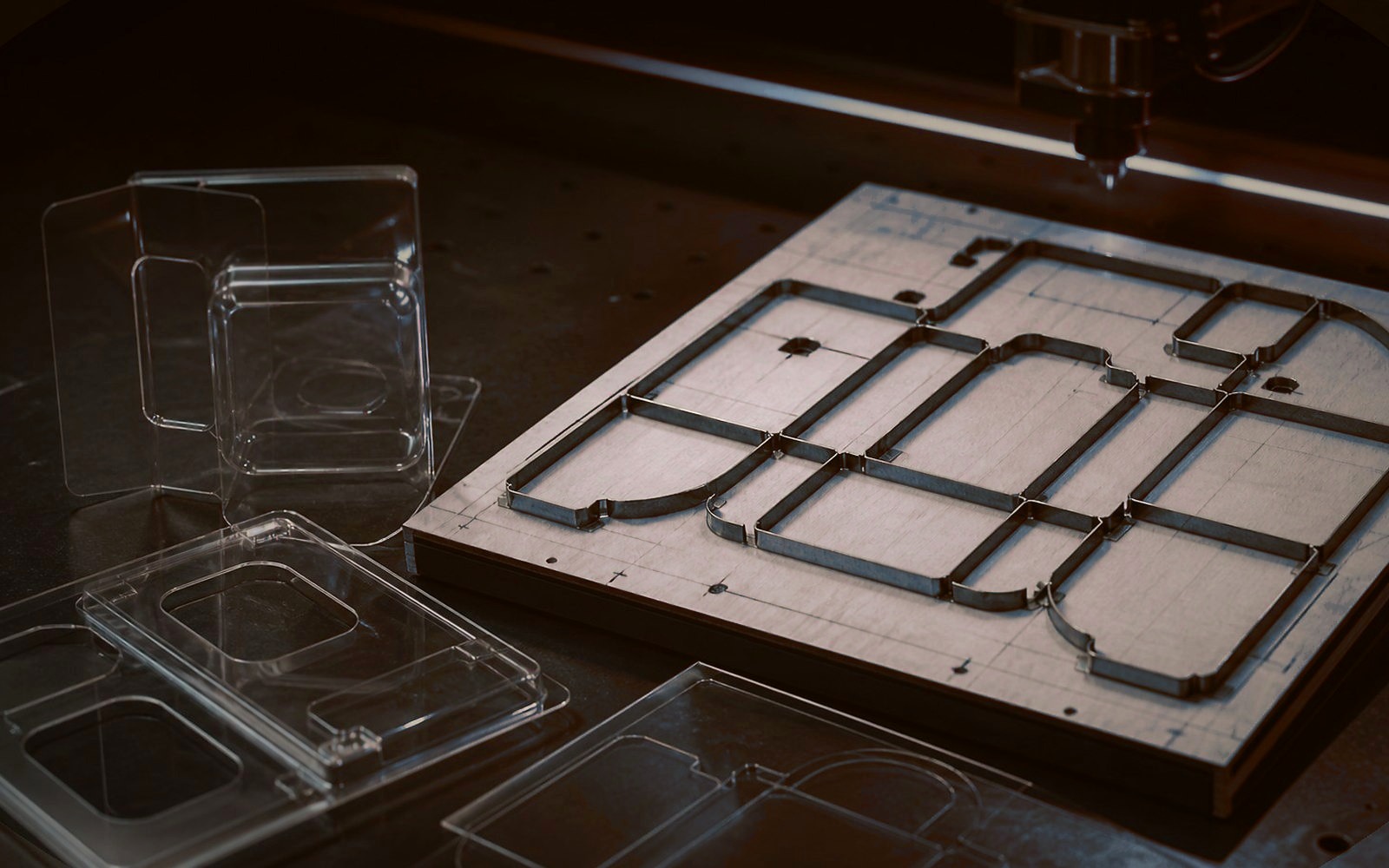
- A workshop that offers a sample cut is willing to prove the result on the machine.
Fourth signal: Revision and archive discipline
A good workshop archives every job under a file name and revision number. A repeat order six months later runs from the same drawing with the same rule setup — dimensions are never reproduced from memory.
When you request a revision, recording the change with a written note and a new file name keeps the old mistake from returning in the next run. Without an archive, every repeat order carries the risk of a first order.
- The approved file should be stored as the shared reference on both sides.
- Revisions are tracked with dates and file names, never left as verbal requests.
- A workshop that asks for your old die number trusts its own archive.
Quote details we clarify together
When the file, material, quantity and deadline are clear, the quote conversation moves faster and with less back-and-forth.
- Current revision file
- Material and quantity details
- Critical dimensions or production notes
- Deadline expectation and delivery preference