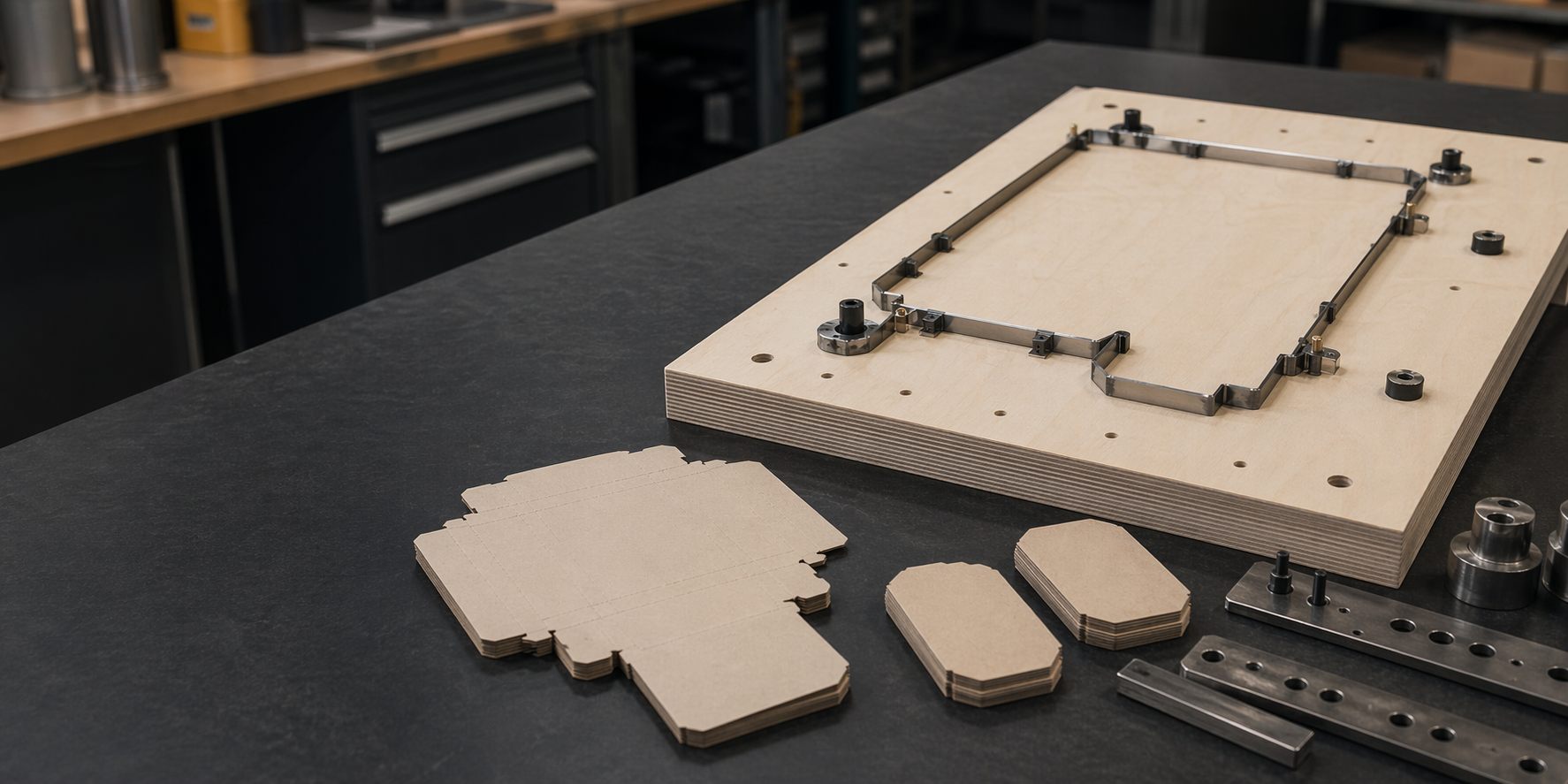
On BOBST-type automatic die-cutting lines the die must seat in the machine chase with millimetre accuracy. A wrong board size, a shifted centre line or a forgotten gripper margin means a die that cannot be mounted at all — or one that drifts during the run. This guide explains why machine size and board fit are the first questions in any order.
Every BOBST die is built for one specific machine
BOBST lines are named after their sheet format; the 102 series, for example, runs 1020×720 mm sheets while the 76 series is a smaller format. If the same design must run on two different models, that is two different die board sizes — saying “a BOBST die” alone carries no dimension information.
That is why the machine model and format belong in the first line of the order. If the model is unknown, measuring and photographing the board of an existing die does the same job.
- The machine model or sheet format is the first piece of order information.
- The same design needs a different board size on a different model.
- A measured photo of an existing die board can stand in for the model name.
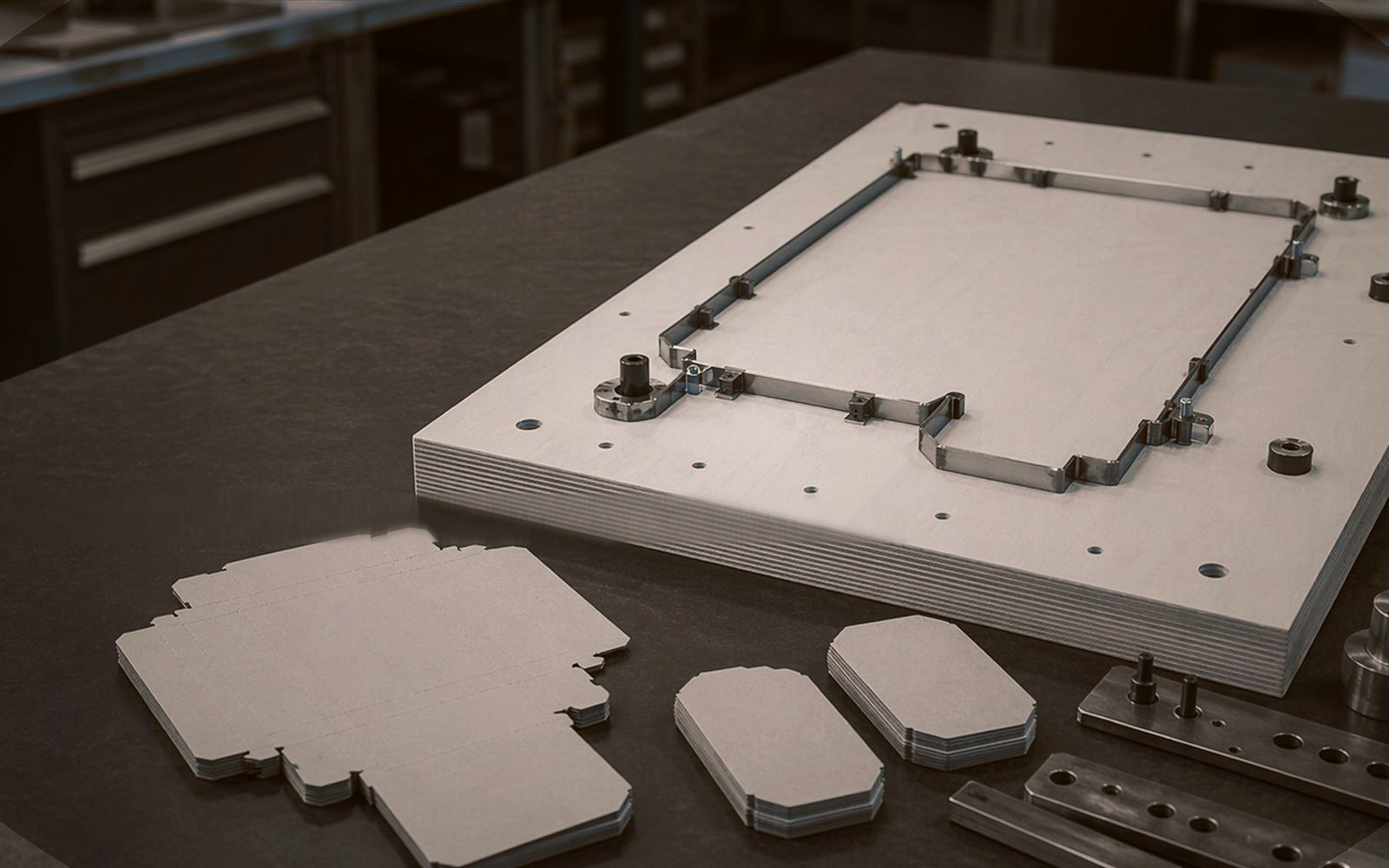
Board size, centre line and gripper margin
The die board is cut to the machine chase, and the layout is aligned to the centre line. On printed work the die centre must share the same reference as the print layout, otherwise the cut drifts against the print.
No cutting can happen along the gripper edge where the machine holds the sheet; that margin is typically around 10 mm and must be deducted from the layout from the start. One station crossing the gripper margin, discovered in production, means redrawing the whole layout.
- The die centre and the print layout must share one reference line.
- The gripper margin is deducted up front, never squeezed in later.
- The number of stations (ups) is planned together with the board size.
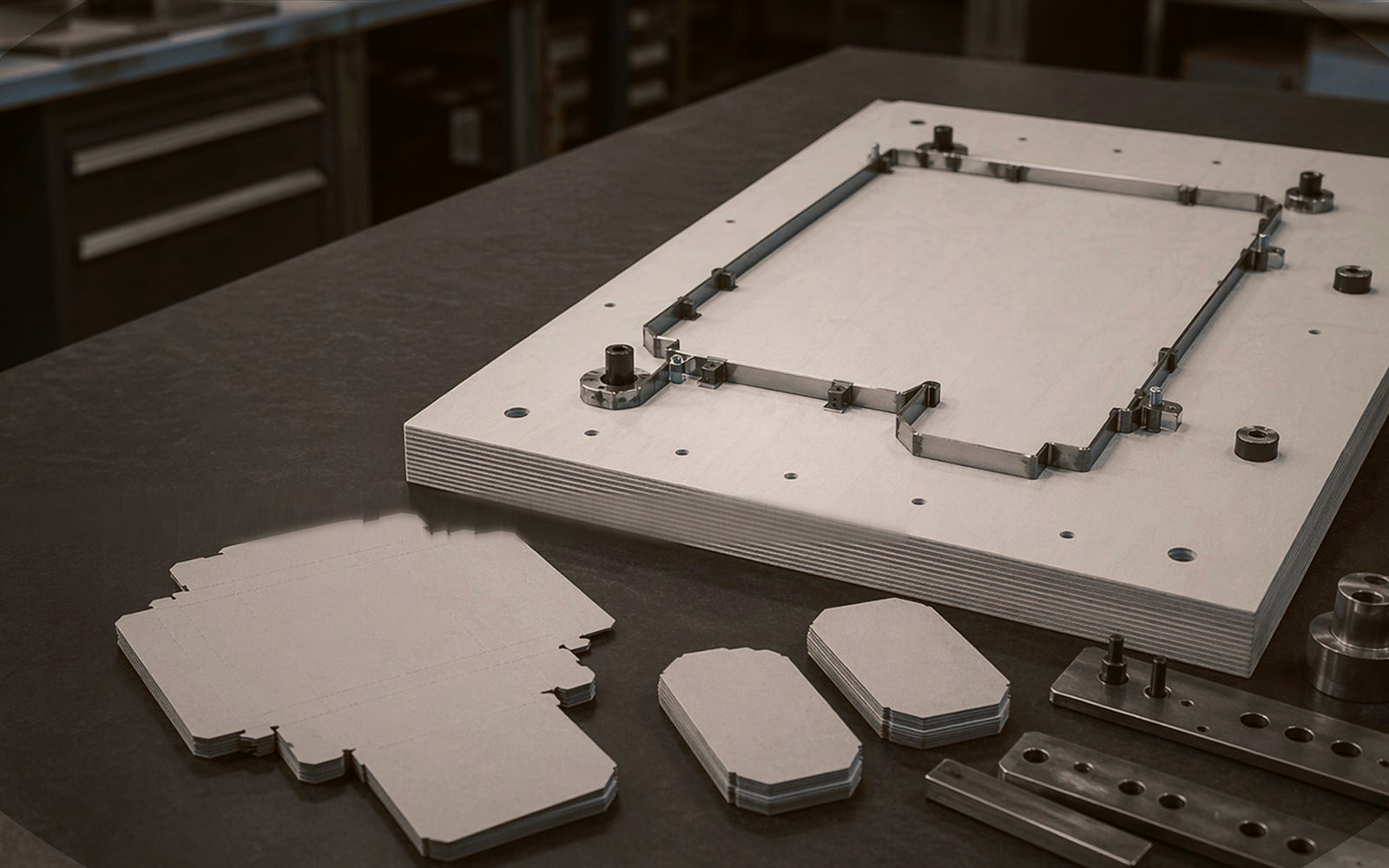
Nicks and the waste-separation plan
On automatic lines, nicks are left along the cutting rule so the product does not break out of the sheet early; typical nick widths run 0.3–0.8 mm. Their number and position depend on board grammage, product weight and machine speed.
If stripping is planned, where and how the waste pieces separate is part of the die design. A die without a waste plan may run on the machine yet still create manual picking cost after every shift.
- Nick width is typically chosen in the 0.3–0.8 mm range.
- Too few nicks drop blanks early; too many spoil the cut edge.
- State the stripping requirement in the order so the die is designed for it.
The pre-order BOBST information list
The information set that brings fit risk to zero is short: machine model or sheet format, die board size, the layout plan (stations and gaps), the material and grammage to be cut, and the print layout PDF if the job is printed.
When all of it arrives in the first message, the board-size discussion never happens. When it arrives incomplete, every missing item costs one question-and-answer round — in other words, a lead-time day.
- Machine model, board size and layout plan travel in the same message.
- On printed jobs the layout PDF guarantees centre alignment.
- Material and grammage details settle the rule and rubbering choice.
Quote details we clarify together
When the file, material, quantity and deadline are clear, the quote conversation moves faster and with less back-and-forth.
- Current revision file
- Material and quantity details
- Critical dimensions or production notes
- Deadline expectation and delivery preference