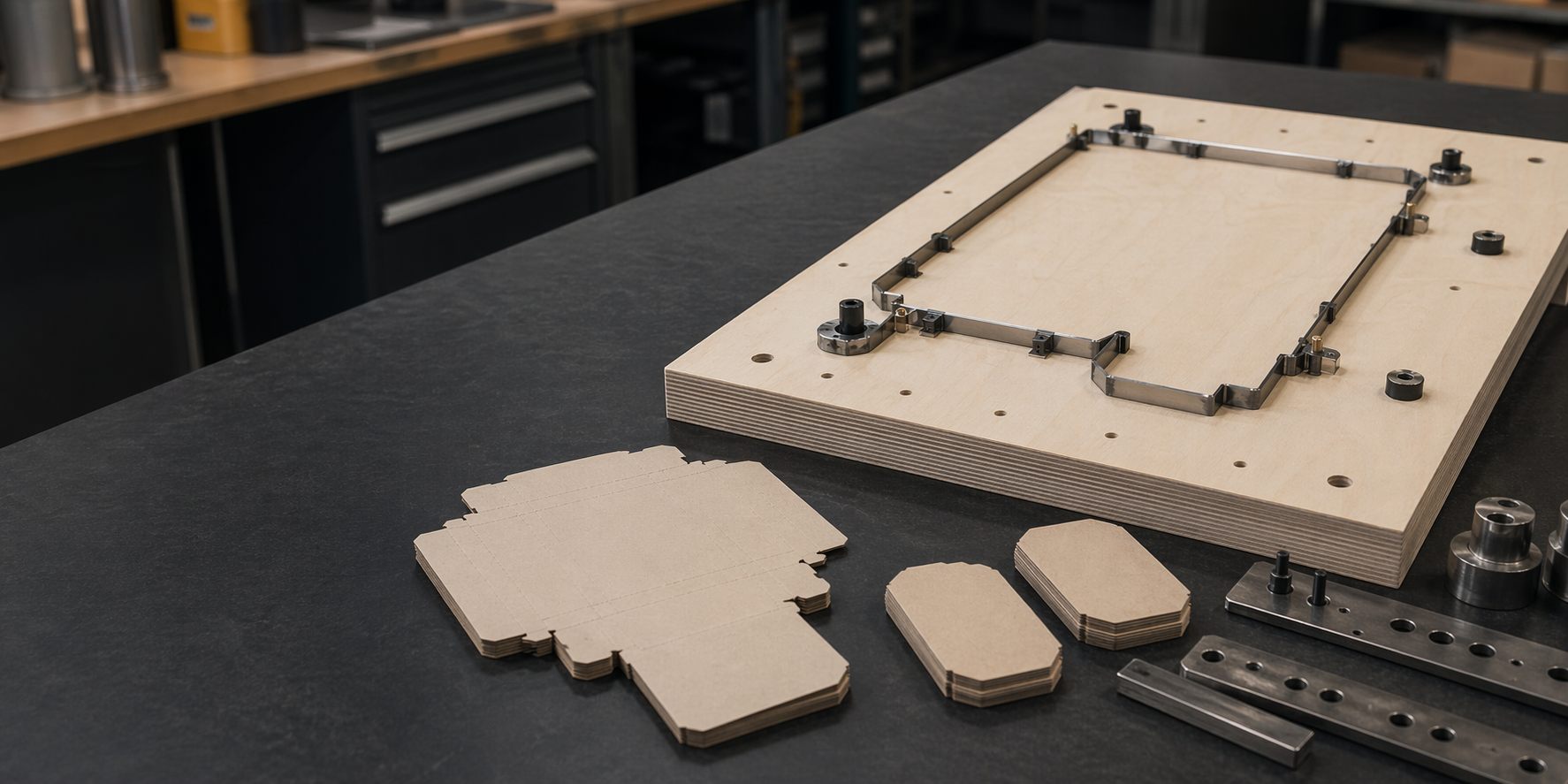
The blanking station separates the cut blanks from the sheet and lowers them onto the pallet in straight columns. Even with a perfect cut, a bad stack stops the line: leaning columns topple and blanks with chewed edges jam the filling line. This guide covers stack quality at four points, from die design to machine rhythm.
Stack quality starts at the blanking grid
The blanking tool is a lower grid cut to the blank openings plus an upper set that pushes the blanks down. If a grid window sits too tight on the blank contour, the edges rub on every stroke and pick up scuff marks; too loose, and the blank rotates as it falls, skewing the column.
That balance is set at the drawing stage: the window clearance is kept consistent around every edge of the blank, and sensitive contour details — tabs, tongues, sharp corners — are checked individually at the grid pass.
- A tight grid window scuffs edges; a loose one skews the columns.
- Window clearance must be consistent around the whole contour.
- Tabs and sharp corners get an extra check at the grid pass.
Nick count directly drives the stack
The nicks in the cutting die hold the blank in the sheet until the blanking station. Too few or too weak, and the blank breaks out early and jams inside the machine; too many or too thick, and the blanking separation tears fibres from the edge, leaving a rough mark at the same spot on every blank.
The typical setup is nicks of 0.3–0.5 mm width with the count tuned to blank weight: more nicks on heavy corrugated work, fewer on light carton.
- Too few nicks mean early break-out; too many tear the edge fibres.
- On blanking jobs, nicks typically stay in the 0.3–0.5 mm range.
- The nick count is tuned to blank weight and material type.
Layout and stripping are planned together with the stack
Stack quality is the result of the whole layout, not a single blank. The gaps between blanks are sized so the stripping station can clear the waste completely; a sheet arriving at blanking with waste still attached carries chips and trim into the columns.
The pusher set’s contact points on the blank are distributed symmetrically: a one-sided push rotates the blank, and over a run of hundreds of thousands a few degrees of rotation become centimetres of drift on the pallet.
- Blanking cannot stack cleanly unless stripping has fully cleared the waste.
- Gaps between blanks are sized for complete waste removal.
- Pusher contact points are spread symmetrically over the blank.
Machine rhythm and wear tracking
The same die stacks differently at different speeds: as speed rises, the blank’s fall time shrinks and the grid tolerance matters more. Trial strokes on a new die are run with stepped speed increases, photographing the column layout at each step.
Wear goes on a schedule too: grid edges and pusher faces are inspected at set stroke intervals. A skew that newly appears in the stack usually points to a worn grid edge, not to the die itself.
- Run trial strokes with stepped speed, photographing each step.
- Inspect grid and pusher wear at fixed stroke intervals.
- A photo log of stacks isolates the root cause quickly.
Quote details we clarify together
When the file, material, quantity and deadline are clear, the quote conversation moves faster and with less back-and-forth.
- Current revision file
- Material and quantity details
- Critical dimensions or production notes
- Deadline expectation and delivery preference