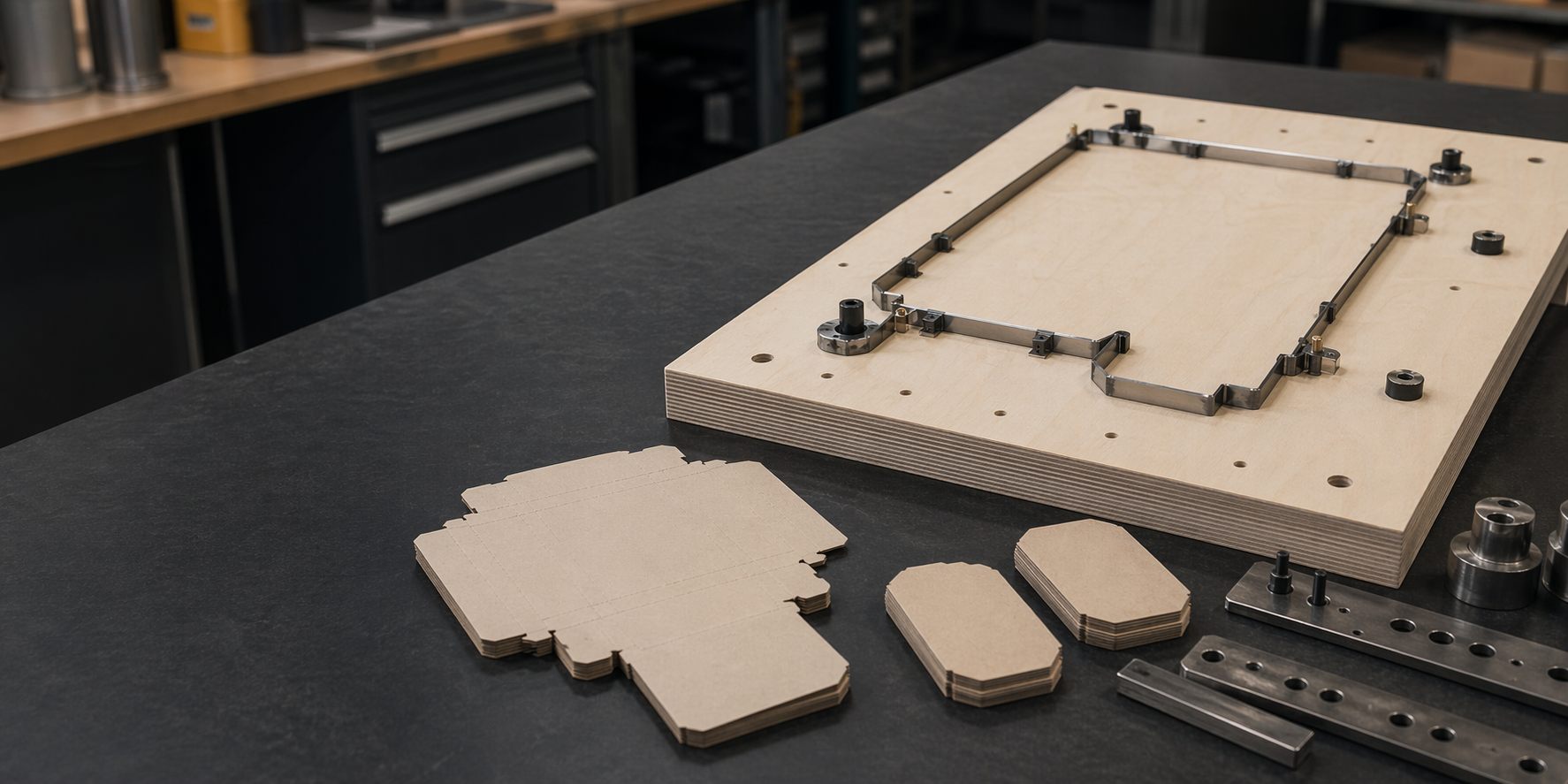
In BOBST work, the die is not only a cutting form. Waste removal, sheet flow and stacking quality depend directly on stripping design.
Waste zones are readable in the drawing
When waste zones are unclear, stripping slows down. Their shape, size and bridges define the stripping approach.
- Waste areas are separated in the drawing.
- Narrow gaps are marked.
- Single-up or multi-up layout is stated.
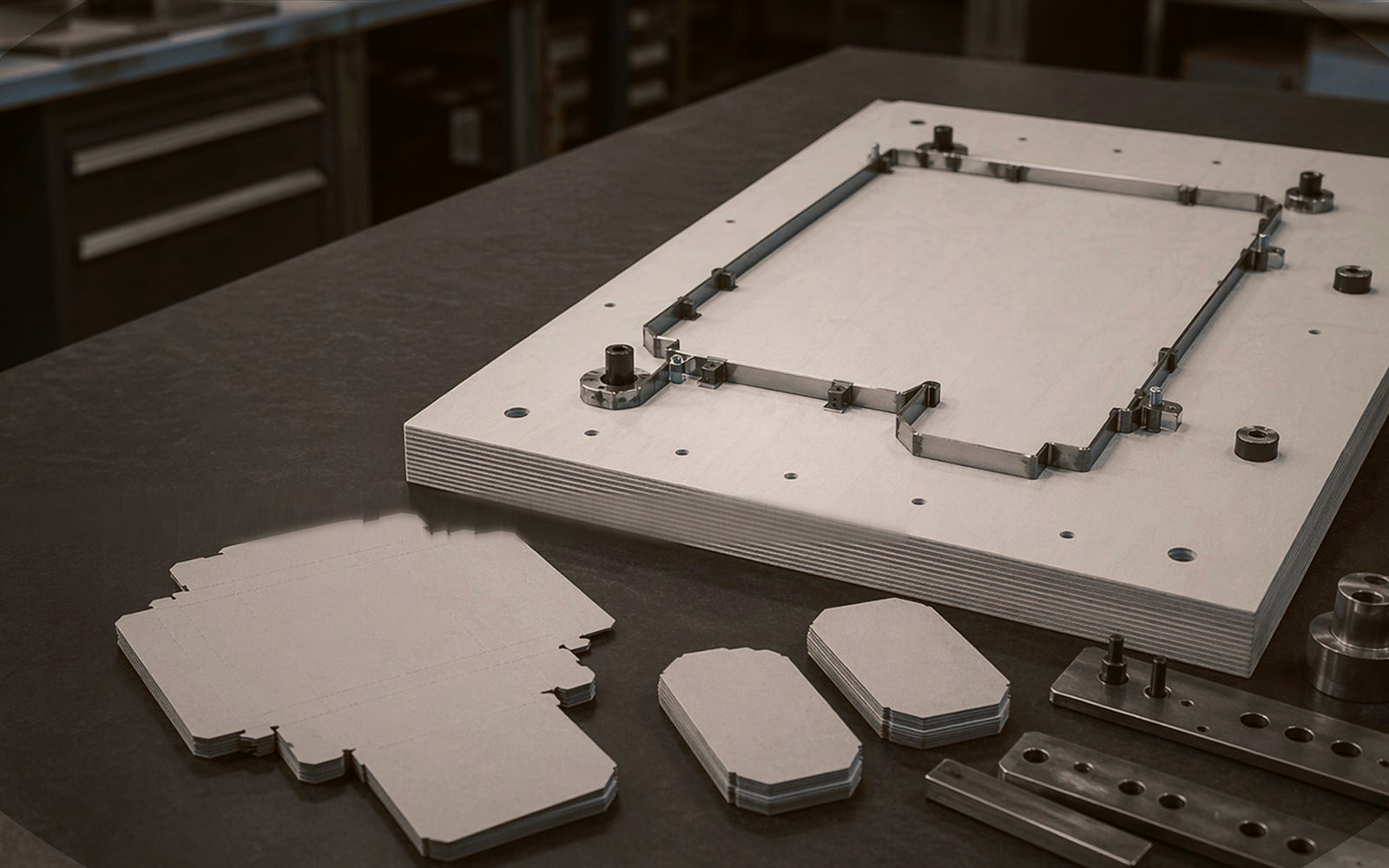
Holding points balance production
Not every waste part breaks away with the same force. Holding points affect sheet travel and clean release.
- Fragile areas are noted.
- Product direction is stated.
- Machine and sheet details are shared.
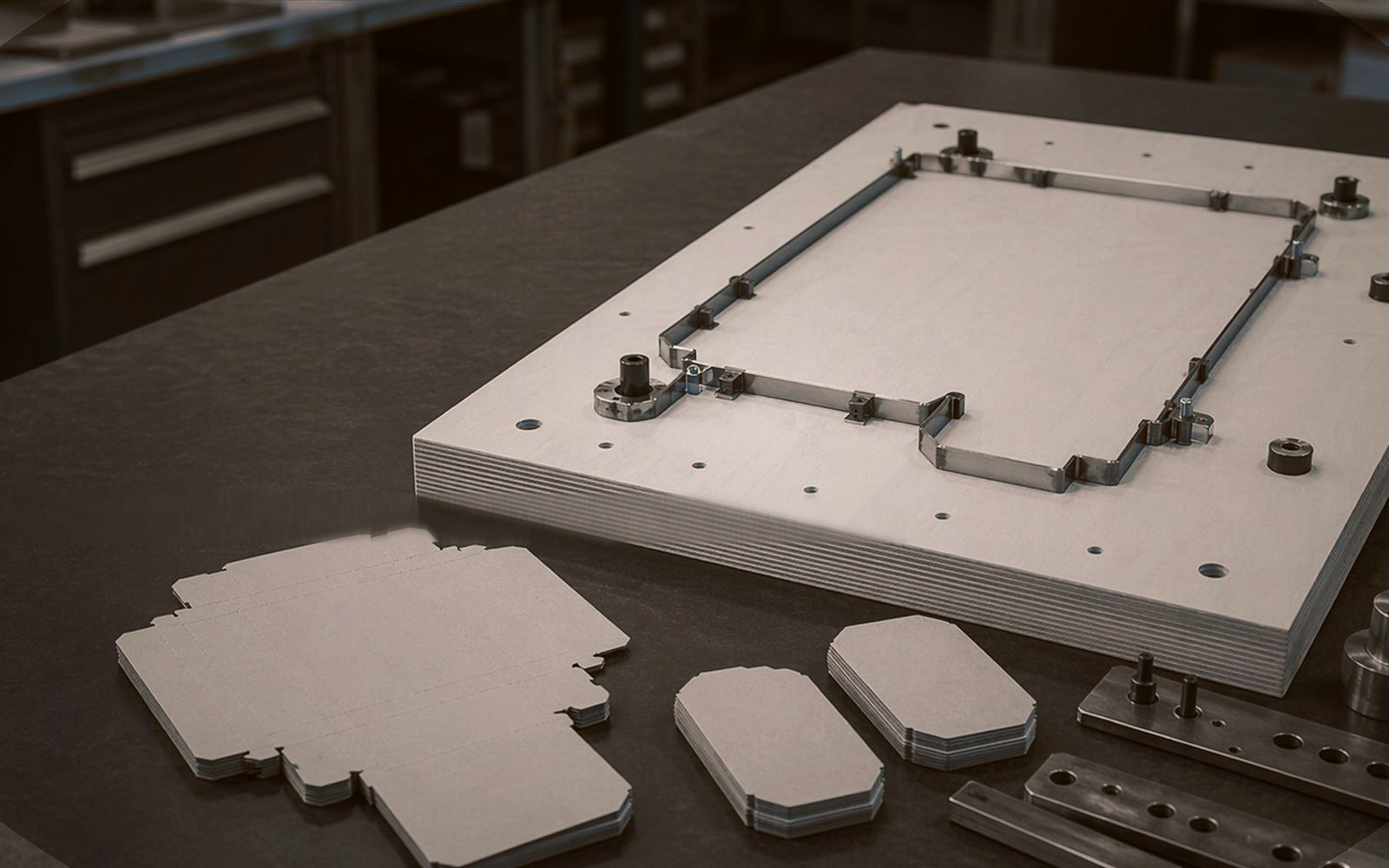
Blanking goals affect stacking
If the product will be stacked directly, blanking is planned more carefully. That also changes stripping choices.
- Stacking expectations are written.
- Locked product areas are marked.
- Waste exit direction is checked.
Trials and revisions are explicit
Small stripping revisions can prevent long stops. First-run notes are mapped back to the drawing.
- Stoppage cause is recorded.
- Stuck waste is photographed.
- Revisions are tracked in the file.
Quote details we clarify together
When the file, material, quantity and deadline are clear, the quote conversation moves faster and with less back-and-forth.
- Current revision file
- Material and quantity details
- Critical dimensions or production notes
- Deadline expectation and delivery preference